KBR 371 NA. Innholdsfortegnelse
|
|
|
- Christer Olafsen
- 7 år siden
- Visninger:
Transkript

1
2 Innholdsfortegnelse 0. Generelle Sikkerhetsinstrukser Informasjon om maskinen Matings- og prosesserings- muligheter Tekniske Data Sag KBR 371 NA Material utmating Bilde av maskinen Sikkerhetsutstyr Plassering av maskinen Monteringsflate og hovedmålflate Fundament Forankring Krav til omgivelsene Sikkerhet Montering Lagring og transport KBR 371 NA Forpakning og lagring Transport Monterings forberedelser Forberedelser før plassering av sagen Første gangs oppstart av maskinen Sikkerhet Drift av maskinen Sikkerhet Slå på maskinen Betjening av maskinen Styringsskjerm (touch-skjerm) oversikt PROFICUT styringsprogram Parameter oversikt Tastefelt i betjeningsprogrammet Opprette et program Programmering av delsetninger Programbehandling Utmatings posisjon Materialdatabank behandling (opsjon) Muligheter vedrørende utnyttelse av materialstaver Diagnose og feilmeldinger Datautveksling med Microsoft Excel Program eksempler Klargjøring Bytting av sagbladbånd og sponbørste Tilpassing Spenne trykk regulering Graveringsfunksjon (nålmarkering) Montering av materiale og start av maskinen Smøre- og vedlikeholds- anvisninger
3 6. Teknisk dokumentasjon Generelle henvisninger Sagblad Generelt Behandling av sagbladbånd Anbefalinger med hensyn til tann inndeling og sagbladbåndhastighet Mekaniske reservedeler Hydraulikk / Pneumatikk Elektrisk
4 0. Generelle Sikkerhetsinstrukser KALTENBACH- sager er utstyr med godkjent sikkerhetsutstyr. Likevel vil det alltid være en restrisiko ved prosessering av maskinen. Konstruksjonsbetinget kan båndsagene våre ikke være fullstendig skjermet eller innkapslet. Det vil ikke være mulig å oppnå en absolutt sikkerhet. Det er altså absolutt nødvendig, at arbeid ved og på maskinen utføres med den største oppmerksomhet, slik at arbeidere ikke utsettes for unødvendig fare eller risiko på grunn av uønsket adferd ved eller på maskinen. Alle personer som er i befatning vedrørende arbeid på maskinen ved montering, prosessering, vedlikehold og reparasjon, må ha lest og forstått denne bruksanvisningen. Restrisiko. - Kroppsdeler kan klemmes eller skades ved åpning eller lukking av stikka på bakgrunn av dens funksjons måte. - Kroppsdeler kan skades eller skjæres av ved kuttområdet hvor sagbladbåndet ikke kan innkapsles. - Kroppsdeler kan komme i klemme eller skades av bevegelse måten til rullevalsene eller sagbuen. - Ved innstilling av skråvinkel kan personer komme i klemme når maskinen justeres for skråvinkel. - Kroppsdeler kan komme i klem eller skades ved bevegelse av lengdeanslaget (dersom montert). - Kuttemateriale som skal kuttes av maskinen kan skade uoppmerksomme personer som oppholder seg ved innmating og utmatings områdene til maskinen. - Ved bytte av sagblad, er det fare for kroppskade ved at en kutter seg på det skarpe sagbladet. For å minimere restrisikoen, skal instruksjonene nedenfor følges. Instruksjoner for betjening av maskinen. Maskinen skal bare betjenes av kvalifisert personale og i henhold til denne bruksanvisningen. Operatører av maskinen må ha en entydig og dokumentert opplæring i bruk av maskinen. Maskinen må bare betjenes av personer som overordnende har gitt nødvendig tillatelse. Operatøren må sørge for at ingen beveger seg i nærheten av de bevegelige delene av maskinen når den prosesserer. Uvedkommende har ikke tillatelse til å arbeide på maskinen uten nødvendig opplæring. Det er forbudt å utføre reparasjoner eller endringer på maskinen og dens innretninger, med mindre det er gitt spesiell tillatelse. Uregelmessigheter ved driften av maskinen skal meldes fra til overordnede. 3
5 Ingen må oppholde seg ved rullebanen til maskinen eller ved område rundt de bevegelige delene når maskinen prosesserer. Innstillinger, forberedelser og justeringsarbeid skal kun utføres ved at maskinen settes i stillstand, henholdsvis ved utførelse av justeringsdrift. Dersom det må utføres vedlikeholds eller reparasjons arbeid på maskinen, skal hovedbryteren slåes i av posisjon, og sikres slik at den ikke kan slåes på ved en feiltakelse. Ved arbeid på det hydrauliske systemet skal i tillegg sagbuen senkes i den laveste posisjonen. Hydraulikk systemet må være trykkløst før en trygt kan løsne noen hydraulikk slanger / ledere. Arbeid på det elektriske anlegget skal kun utføres av kvalifisert personell, som f.eks godkjente elektrikere. Ved omgang med driftsstoffer som f.eks kjølesmørestoffer, smørestoffer eller hydraulikkolje skal respektive produsenters gyldige instruksjoner ( F.eks vedrørende sikkerhet, avfallshåndtering osv.) følges. Ved bytte av sagblad, må det benyttes egnede vernehansker. Uttrykk som brukes i bruksanvisningen. Terminologien er i henhold til anbefalinger for sikkerhetsinstruksjoner ( se tabell ) gitt av ANSI ( American National Standards Institute) Utrykk Fare Advarsel Oppmerksom Anvisning Viktig Brukes for Umiddelbar overhengende fare; mulige konsekvenser: Død eller store skader. Farlig situasjon; mulige konsekvenser: Død eller store skader. Mulig farlig situasjon; mulige konsekvenser: Mindre skader; også for advarsel om mulige materialskader. Mulig skadelig situasjon; mulige konsekvenser: Maskinen eller utstyr i nærheten kan bli skadet. Henvisninger og nyttig informasjon. Uttrykkene Fare, Advarsel og Oppmerksom brukes i lag med symbolet ( Oppmerksom, alminnelig fareskilt ) ved siden av. 4
6 1. Informasjon om maskinen 1.1 Matings- og prosesserings- muligheter Saging av materialer som stål, støpegods og NE-metaller. Saging av massivt materiale og huleprofiler. Saging av spor. Saging i automatisk modus av små og store serier Bruksområde. Maskinen er utelukkende konstruert for saging av materialer av stål, støpegods og NE metaller. En hver bruk utover dette er ikke definert som bruksområde. Produsent påtar seg ikke noe ansvar for noe skade som eventuelt kan oppstå ved bruk utenfor bruksområdet. Advarsel : Følgende materialer skal ikke bearbeides av maskinen : - Tremateriale, gummi, næringsmidler o.l. - Brennbare eller giftige materialer. - Strålende eller destruktuerende materiale. 5
7 1.2 Tekniske Data Sag KBR 371 NA Vekt Mål L/B/H Bredde med spontransportør (opsjon) Arbeidshøyde ca kg 2190 / 2860 / 2290 mm 3310 mm 720 mm Sagblad Mål Skjærehastighet 5920 x 41 x 1.3 (res. 34 x 1.1) mm Trinnløs regulerbar (ca 1:7) Arbeidsområde Materialmål Rundt materiale 4-kant materiale Mating av materiale Enkel mating Serie mating Elektriske data - Hovedmotor - Hydraulikkmotor - Kjølevæske pumpemotor - Sponbørste (opsjon) - Rullebanedriftsmotor (opsjon) - NC-lengdepos. motor (opsjon) Diamter Ø b x h 370 mm 400 x 370 mm mm 9999,9 mm 5.5 eller 9.2 kw 1.5 kw 0.18 kw 0.09 kw 0.8 kw 0.37 kw 6
8 1.2.2 Material utmating Utmatingsstikke ABG Antall utmatingsposisjoner Frem (Pos = 2,4,6,8) Bak (Pos = 1,3,5,7) 4 stk 4 stk Sorterings lengder Godkjent materialstykke Ved bruk av vertikalstikke ABQ Forkutt og rest/avkapp til pos. 3 og 5 Spennkraft min 10 mm min 35 mm Maks. 500 mm 3600 N 7


9 1.3 Bilde av maskinen Betjeningspanel er avhengig av utstyrsversjon. Spontransportør er valgfritt tilbehør (opsjon). Innmatingsside Utmatingsside 8
10 1.4 Sikkerhetsutstyr Maskinen er utstyrt med følgende sikkerhetsutstyr : Sikkerhetsutstyr Nødstoppbryter Elektrisk motorvern Elektriske Beskyttelsesfølere Sagbladbånd Beskyttelse Motorbremse Funksjon Alle funksjonene til sagen og tilleggsutstyr stopper så hurtig som mulig. Stopper motoren ved overbelastning. Dersom dekselet til sagbladbåndhjulene blir åpnet, blir sagdrift slått av. Sagbladbåndet er fullstendig innkapslet og er bare åpent tilgjengelig ved skjære området. Sagbladbåndet stopper så raskt som mulig etter at sagmotoren slåes av. Advarsel : Drift av maskinen uten ovenforstående sikkerhetsutstyr kan føre til store skader. Maskinen må bare brukes når alt sikkerhetsutstyr er montert og er funksjonsmessig i orden. Den leverte maskinen er konstruert i henhold til gjeldende verneforskrifter og i henhold til gjeldene CE-forskrifter. Er maskinen levert med egenerklæring, må leverandøren garanterer, at hele anlegget er i henhold til EG-Maskinforskriftene Nr. 98/37/EG, Lavspenningsforskriftene 73/23/EG og EMC-forskriftene 89/336/EG like som Norm EN50081 Del 1 og EN50082 Del 2 og til en hver tid gjeldene lovverk. Etter se at de lokale forholdene stemmer i henhold til egenerklæringen og med hensyn til verneforholdsregler som vernegjerder og lysforhold. Disse tilleggs innretningene er utenfor våres leverandørområde. Selv alt sikkerhetsutstyr utgjør maskinen en fare. Det vil alltid være en rest risiko. Det oppfordres herved at alt arbeid ved maskinen gjennomføres med oppmerksomhet, slik at arbeidere utsettes for uønsket fare på grunn av uoppmerksom adferd. Betjening av maskinen. Maskinen må bare betjenes av kvalifisert opplært personale og i henhold til bruksanvisningen. Må bare brukes til tiltenkt bruksområde, altså til saging av materialer av stål, støpgods og NEmetaller. Alt personell som arbeid med maskinen ved montering, betjening, vedlikehold og reparasjon, må ha lest og forstått bruksanvisningen. - Det er forbudt å utføre reparasjoner eller endringer på maskinen og dens innretninger, med mindre det er gitt spesiell tillatelse. - Uregelmessigheter ved driften av maskinen skal meldes fra til overordnede. - Bruk vernesko for beskyttelse mot ferdig kuttet materiale som faller ned. - Bruk vernebriller for beskyttelse mot spon eller kjølevæske som slynges mot dem. - Slå alltid sagen i stillstand ved måling av kutte materialet. - Bruk vernehansker ved bytting sagbladbånd. 9
11 2. Plassering av maskinen 2.1 Monteringsflate og hovedmålflate. Ved maskiner uten utmatings transportsystem, må der beregnes minimum 1 meter fri avstand fra yttermålene til maskinen medregnet material inn og ut matingsområde. I dette området må ingen andre faste bygningsinstallasjoner eller andre maskiner befinne seg, slik at maskinen kan komme i konflikt med omliggende utstyret. Monteringsflate se tilleggsvedlegg. Monteringsstedet må bygningsmessig avsikres og velges, slik at o Minste avstand til vegger, støtter, andre maskiner osv. oppfylles. o Arbeidsområdet avgrenses og utelukker at arbeidere utsettes for fare fra øvrige maskiner, kraner, stablekjøretøy o.l. o Tilstrekkelig belysning for å garantere en sikker arbeidsplass. o Ferdig prosessert material deler oppfanges av egnede beholdere og at adgang til dette område er tilstrekkelig avsikret. Ved plassering av maskinen må en også ta hensyn til, at nødvendig fri adgang til maskinen oppfylles, spesielt til o til sponbeholdere o til elektroskap Se vedlegg for hovedmål og fundamentflate. 10
12 2.2 Fundament Advarsel : Maskiner som ikke står på et sikkert underlag, kan forårsake uforutsette bevegelser og dermed føre til skader. Fundamentet må minimum tåle den angitte flatebelastningen ved monteringsflaten. (se tilleggsvedlegg) Se vedlegg for fundamentflate. 11

13 2.2.1 Forankring Både sagen og alt tilleggsutstyret må forankres med skruer eller festeanker i fundamentet. Vi anbefaler bruk av festeanker, fordi som regel er sjeldent mulig å bruke boremaskin uten å flytte eller løfte maskinen. Ved bruk av festeanker er dette i tråd med egenerklæringen. Montering av festeanker. - Hull bor : Gjengestang Steinbor Ø Borehulldybde (t) M mm 110 mm M mm 125 mm - Blås ren borehullene. - Kontroller festeankerhylsene; De må være uskadde og inneholde flytende festestoff. - Monter festeankerene i borehullet. - Spenn fast gjengestangen med monteringsverktøyet i slagboremaskinen. Anvisning : Ved å skru for lenge med slagboremaskinen fører til at gjengestangen når bunnen av festeankerhylsen, og dermed en feilaktig montering. Montering av festeanker uten slagboremaskin, f.eks slå fast gjengestangen med en hammer, gir ingen feste eller garantier for tilstrekkelig festepunkt. Det avståes fra å bruke festeanker ved levering. Vær oppmerksom på anvisningene fra produsenten. - Gjengestangen monteres frem til markeringen med slag og dreiebevegelse ( Omdreiningstall /min) hastighet og med lett trykk. - Slå øyeblikkelig av slagboremaskin som kjører seg fast. - Vent i henhold til herdetiden før festeankerene belastes. Temperatur i borehullene Ventetid K C Minutt Time Over 293 Over
14 2.3 Krav til omgivelsene Temperatur I drift C ( Romtemperatur ) Lagring / Transport C Ved temperaturer under 0 C, er funksjonaliteten til hydraulikksystemet redusert. Hydraulikk oljen kan noen ganger bli litt oppvarmet igjennom gjentatte prosesseringer. Ved ekstreme klimatiske forhold som sterk varme, kulde, sjøklima, støvete eller sandfull omgivelsesluft, må det taes spesielle bygningsmessige forholdsregler. Temperatur endring I drift Lagring/transport Maks 10 C / time Maks 20 C / time Relativ fuktighet ( I henhold til DIN 40040) 15%...95% ( innendørs, ingen damp ) Skadelig stoff SO 2 <= 0.5 ppm ( relativ fuktighet <= 60%, ingen damp ) H 2 S <= 0.1 ppm ( relativ fuktighet <= 60%, ingen damp ) Vibrasjon Når det står maskiner i de nærmeste omgivelsene, og det oppstår sterke vibrasjoner eller rystelser, anbefaler vi at sagen monteres på vibrasjonsdempende elementer. Magnetfelt Sterke magnetfelt kan forstyrre funksjonene til elektriske installasjoner. Ved montering er det derfor viktig at det ikke finnes sterke magnetfelt i umiddelbar nærhet av sagen, f.eks kran med løftemagnet. Avfallshåndtering av miljøskadelige stoffer Flytende hydraulikk-, gir- eller annen olje med som inneholder bindemiddel må avfallshåndteres i henhold til det lokale miljøforskriftene. Kjølemiddel, fordampet eller u- fordampet, må avfallshåndteres i henhold til forskrifter både ved bytte og ved lekkasje til grunnflate. 13
15 2.4 Sikkerhet Maskinarbeiderne har tatt hensyn til nedenforstående punkter ved valg av monteringssted og ved montering av sagen likeså ved transportering og ved de generelle sikkerhetsinstruksjonene. - Sikkerhet ved tilstrekkelig belysning på plasseringsstedet. - Sikring ved hjelp av gjerder o.l. mot kjøretøyer som stabletrucker og kraner. - Plassering av egnede barrierer, slik at uønsket tilgang til farlige området blir forhindret. ( såfremt dette ikke allerede er en del av masken ) - Sikring av arbeidsområdet, der hvor maskin deler blir vippet eller støtes ut. - De ulike energiforsyningene til maskinen ( elektrisk, pneumatisk, hydraulisk osv. ) må utstyres med koblinger som muliggjør fra kobling fra energikilden. Disse koblingene må være avstengbare. Før vedlikeholdsarbeid utføres på maskinen må alltid disse koblingene avkobles fra energikilden. 14
16 3. Montering 3.1 Lagring og transport KBR 371 NA Forpakning og lagring Standardforpakning : - Maskin eller maskindeler på treplanker ( palle ) - Blanke steder er påført korrosjonshemmede middel. - Maskin eller maskindeler er innpakket i plastfolie. - Vedlagt fukthemmende pose. Vekt Mål L/B/H ca Kg 2300 / 3000 / 2500 mm Sjøforpakning : - Maskin eller maskindeler på treplanker ( palle ) - Blanke steder er påført korrosjonshemmede middel. - Maskin eller maskindeler er innpakket i plastfolie. - Vedlagt fukthemmende pose. - Den komplette maskinen er pakket i trekasse henholdsvis container. Vekt ca Kg Lagring - Blanke deler beskyttes mot korrosjon. - Tørt. Advarsel : Trekassen ved sjøforpakning er ikke stablbare. Blir de stablet, kan de bryte sammen. Da kan nedfallende deler forårsake store skader. 15
, men bruk nødvendig taljefeste. Dette sørger for at ingen deler av stroppen blir forklemt eller avrevet.")
17 3.1.2 Transport Med LKW: Krantransport : - Grunnflaten stående på transporttrevirke (palle) - Ved bruk av korrekt løfteredskap av hamp- eller polyester- stropp. - Dra ikke stroppen direkte igjennom løftepunktene ( Skarpe kanter : Stroppen kan bli skadet ), men bruk nødvendig taljefeste. Dette sørger for at ingen deler av stroppen blir forklemt eller avrevet. Løftepunkt På øvre maskin tverrdrager og ved innmatingsautomaten er det plassert respektive 2 løftepunkt hver. De er tilpasset for festing av taljefester. Ved bruk av krantransport må maskinen løftes i alle 4 løftepunktene som vist under. Fare : Blir løfteutstyr festet på maskindeler som ikke er ment til dette, kan lasten plutselig vippe eller falle ned. Dette kan føre til dødelige skader. Det samme gjelder ved bruk av skadet eller for svakt løfteutstyr. - Maskinen må derfor bare løftes ved bruk av de tiltenkte løftepunktene. - Bruk bare feilfritt og egnet løfteutstyr. - Ingen må bevege seg under last som er løftet. 16
18 3.2 Monterings forberedelser Forberedelser før plassering av sagen - Transporter sagen til monteringsstedet. - Pakk ut. - Kontroller at leveringen er komplett. - Kontroller sagen visuelt for transportskader. - Korrosjonsbeskyttendemiddel på de blanke delene fjernes ved hjelp av en klut. Ved behov bruk beskyttende rensemiddel på kluten. Anvisning : Mange løsemidler reagerer med bestemte maskindeler. Bruk ikke løsemiddel som inneholder Nitro. Når en bruker løsemiddel, er det viktig å passe på at løsemiddel ikke kommer i kontakt med pakninger, reimer, isolering eller lakkerte overflater! - Rene blanke flater skal omgående smøres inn med smøreolje ( Se kapittel 5 : Smøreog vedlikeholds- anvisninger.) 17
19 3.3 Første gangs oppstart av maskinen Oppmerksom : Ta hensyn til sikkerhetsinstruksjonene. Anvisning : Funksjonskontroll ved første gangs oppstart av maskinen utføres på grunn av sikkerhets hensyn uten materiale. - Bruksanvisning, les spesielt kapittel 4 ( Drift av maskinen ). - Påfyll kjølemiddel ( se kapittel 5 ) - Kontroller oljenivået til drivverket på sagen ( se kapittel 5 ). Ved hjelp av montering av den medleverte ventilasjonsproppen. - Kontroller oljenivået til hydraulikksystemet ( se kapittel 5 ) - Kontroller alle funksjonene til betjeningstastene ( Kontroller grundig nødstopp og sikkerhetsfunksjoner ) - Alle hydraulikksylindere må luftes gjentatte ganger ved inn- og ut- kjøring av hele stempellengden. 18

20 3.4 Sikkerhet Montering. Utenom de generelle sikkerhetsinstruksjonene må en også ved plassering av maskinen ta hensyn til : - Plassering, opp montering, elektrisk og hydraulisk tilkobling og drift av sagen og tilhørende periferiutstyr skal bare utføres av kvalifisert fagpersonell. - Bruk bare feilfri løfteutstyr. - Sagen og tilhørende periferiutstyr skal bare løftes i de tiltenkte løftepunktene. Løftes bare på bærende deler dersom bruk av truck o.l. Fare : Opphold under last som løftes kan føre til død eller store skader, hvis lasten faller ned ( også en kranbremse kan f.eks en gang falle ned ). Aldri under noen omstendighet oppholde seg under last som er løftet. - Fjern alle transportsikringer ( hvis forefinnes, se kapittel 3.2 ) - Mekanisk montering må være fullstendig gjennomført og avsluttet, før en begynner med tilkobling av det elektriske og hydrauliske systemene. Demontering. - Pump av all kjølevæsken fra maskinen. - Rengjør maskinen for spon, skitt og kjølemiddel. - Koble maskinen fra det elektriske nettet. - Merk kabling og slanger før de kobles fra. - Demonter spontransportøren. - Koble fra hydrauliske forbindelser mellom de ulike maskindelene. - Steng av hydraulikk slanger med endepropper. - Frembring transportkroker. - Skru av mutterne på festeankrene. - Frembring alle transportsikringene ( hvis forefinnes ) - Løsne skruforbindelser mellom maskindelene. 19
21 4. Drift av maskinen 4.1 Sikkerhet Sikker drift av saganlegget er avhengig av at det utføres korrekt og fagmessig betjening av saganlegget. Maskinen skal bare betjenes av kvalifisert personell som innehar nødvendig autorisasjon og opplæring i bruk av saganlegget. Før det utføres oppstart av maskinen, må alt sikkerhetsutstyr og beskyttelse deksler være korrekt montert. Elektroskap døren skal være lukket. Før det utføres oppstart av maskinen, kontroller at ingen uvedkommende oppholder seg innefor arbeidsområdet til maskinen. Det er strengt forbudt å utføre drift av maskinen dersom sikkerhetsutstyr er demontert eller ikke innehar korrekt funksjon. Det er strengt forbudt å fjerne / demontere sikkerhetsutstyr fra saganlegget. Før det utføres justering og vedlikeholdsarbeid ved maskinen, må maskinen slåes av ved hjelp av hovedstrømbryteren, og denne må sikres ved hjelp av en passende lås. Dette er av sikkerhetsmessige grunner nødvending, slik at det ikke skal kunne oppstå uønsket oppstart av maskinen. Mangelfullt og feilaktig utførelse av periodisk vedlikehold av maskinen kan føre til skade på maskinen. Maskinoperatøren er ansvarlig for at gjeldende sikkerhetsforskifter overholdes, og at øvrig personell som oppholder seg ved maskinen overholder sikkerhetsforskiftene. Maskinoperatøren er ansvarlig for øyeblikkelig å rapportere om feil og mangler ved maskinen til ansvarlig overordnet personell. FARE! Maskinoperatøren må alltid kontrollere at ingen uvedkommende oppholder seg ved rullebaner eller utmatingsenheter før det utføres drift og betjening av maskinen. FARE! Ved drift av maskinen, er det strengt forbudt å bevege kroppsdeler innenfor fareområdene til maskinen. Fare for alvorlige kroppskader! FARE! Når det utføres justerings og innstillings arbeid ved maskinen, og dette utføres med redusert sikkerhet. Må alt arbeid utføres av autorisert personell som innehar nødvendig opplæring med den største forsiktighet. Det er spesielt viktig å sørge for at ingen kroppsdeler ikke under noen omstendighet beveges innefor maskinens fareområder når det utføres betjening av maskinen fra betjeningspanelet. 20
22 4.2 Slå på maskinen Oppmerksom : Ta hensyn til sikkerhetsinstruksjonene før oppstart. - Lukk alle dekslene. - Slå hovedbryter ( ved siden av betjeningspanel ) til 1. - Løs ut ( deaktiver ) nødstoppbryter hvis den er slått på (aktivert). - Slå på maskinen med tasten Anlegg på -> Kapittel Slå av maskinen. - Gjør ferdig eventuell skjæring som utføres. - Slå av maskinen med tasten Anlegg av -> Kapittel Slå hovedbryter til 0. 21
23 4.3 Betjening av maskinen Betjeningspanelet finnes i forskjellige utstyrutgaver. Utstyrutgaven er i til enhver tid i henhold til den bestemte maskinkonfigurasjonen. Her beskrives maksimal utstyrsutgaven, og derfor er det mulig at noen av funksjonene / opsjonene som beskrives her mangler på din maskin. 22
24 Tast Beskrivelse Funksjon Bryter trykkes : Maskinen settes øyeblikkelig i stillstands. Bryteren forblir aktivert 1 NØDSTOPP-bryter Deaktivere (nullstille) : Avhengig av bryter utførelse, dreies brytertoppen mot venstre, henholdsvis trekkes oppover. 1.1 Lysport kvittering Bytte av sagblad - Nøkkelbryter Endeklaffplate - Nøkkelbryter 2.1 Saganlegg PÅ Lyser : Dersom noe eller noen beveger seg innefor arbeidsområdet til sagen (lysportene blir aktivert), blir alle automatiske bevegelser til sagen avbrutt. For å fortsette videre utførelse, må du trykke denne tasten for å kvittere for at arbeidsområdet til saganlegget igjen er forsvarlig. Vannrett posisjon : Bytte av sagblad (avbryter sagsyklus) Lysport sikkerhetsfunksjonen kan utløses uten at maskinen settes i stillstands (Nødstopp). Maskinfunksjoner som er nødvendige for å utføre bytte av sagblad, kan aktiveres. Loddrett posisjon: Manuell drift Denne funksjonen gir mulighet for manuell drift av sagen Vannrett posisjon : Posisjon for normal drift ved saganlegget Loddrett posisjon: Rullebanen kan bare kjøres i retning bakover. Endeklaffplaten ved rullebane enden forhindrer at materialet uforvarende transporteres utfor rullebane enden. Dersom en ved funksjons eller betjeningsfeil kjører materialet innmot endeklaffplaten, vil endeklaffplaten klappe ned, og videre utløse nødstopp av maskinen. Dersom materialstaven skal kjøres bakover igjen, må nøkkelbryteren posisjoneres i vannrett posisjon. Tasten trykkes : Saganlegget blir slått PÅ 2. funksjon: Lampe-test (Når saganlegget er slått på). Lyser : Lyser når saganlegget er på slått. 23
25 2.2 Automatisk START 3.1 Saganlegg AV Tasten trykkes : Automatisk syklus blir startet. Forutsetninger : Det må være materiale ved innmatingsrullebanen. Materialregistrerings lysport ved matestikken må ikke være utløst, altså dersom du selv skyver materialet inn i matestikken vil dette føre til avbrudd. Lyser : Automatisk syklus er aktiv. Tasten trykkes : Saganlegget blir slått AV. 3.2 STOPP 3.3 Automatisk STOPP Tasten trykkes : Den aktuelle prosesseringen blir avbrutt. Dette gjelder eksempelvis enkel kutt, automatisk syklus, posisjonering av matestikke henholdsvis utmatingsstikke. Tasten trykkes : Automatisk syklus blir avbrutt. Det aktuelle kuttet som er under utførelse blir utført før den aktuelle automatiske syklusen avbrytes. For å forsette den automatiske syklusen, trykkes tasten automatisk START. Blinker : Automatisk syklus stopp er aktivert, men venter med å avbryte inntil det aktuelle kuttet er ferdig utført. Lyser : Automatisk syklus er avbrutt. 24

26 4.3.1 Styringsskjerm (touch-skjerm) oversikt Anvisning : Etter at du har slått på strømforsyningen (hovedstrøm-bryteren), vil det vises sikkerhets- og vedlikeholdsanvisninger, disse må ubetinget overholdes. For å få tilgang til inntastingsområdet til styringen, må du kvittere med OK tasten med hensyn til anvisningen som har fremkommet på skjermen. Styringsskjermen er delt inn i følgende områder : Materialstykk grafisk fremstilling. Program behandling. Stav data. Visning av delprogram setninger. Maskintastatur, se kapittel Status felt. Tastaturlinje (rad), se kapittel Sagprogrammene innstilles ved hjelp av en berøringsskjerm (touch-display). Her kan en velge de ønskede inndata, informasjon og betjeningselementer ved at en trykker direkte på berøringsskjermen. Fingeren til operatøren vil da fungere likedan som mus ved vanlige datamaskiner. Dersom en velger felt som krever inntasting av tall eller bokstaver, vil det alltid åpne seg et vindu som inneholder det nødvendige tastaturet og hjelpeinformasjonen vedrørende den aktuelle inntastingen. 25

27 4.3.2 PROFICUT styringsprogram Den berøringsfølsomme fargeskjermen benyttes til For visning av informasjon etc. For programmering. For utførelse av manuelle funksjoner. 26
28 Funksjonslinje (rad) Ved hjelp av funksjonslinjen (rad) kan en navigere i de ulike programmene. Funksjonene til menylinjen er som følger : Ved hjelp av denne tasten kan du veksle mellom fire ulike varianter av funksjonslinjen (rad). Funksjonslinje : Delprogram setninger sagprogram Funksjonslinje : Utvalgsfunksjoner 27
29 Funksjonslinje : Innstillings- og spesialfunksjoner Funksjonslinje : Generelle funksjoner 28
30 Funksjonslinje : Markere Funksjonslinje : Veksle 29

31 Veksling av skjermbilde Ved hjelp av denne tasten kan du veksle mellom følgende inndata felt skjermbilder : 30

32 Statusfelt Ved hjelp av denne tasten kan du veksle mellom de ulike statusfelt skjermbildene. Du kan velge fire ulike skjermbilder, som vist under : 31
. Flensen blir saget med trinnvis redusert sagbladmating.")

33 Skjæreverdi skjermbilde Sagbladmating, skjærehastighet og skjæretrykk kan ved hjelp av tastene + og - økes eller reduseres for det aktuelle programmet. Sagbladmatings automatikken stilles inn i forhold til profilen som skal sages (eksempelvis liggende H-profil). Flensen blir saget med trinnvis redusert sagbladmating. Matings redusksjonen er også avhengig av sagblad gjennomføringsvinkelen. Ved massivt materiale, skal sagbladmatings automatikken deaktiveres, slik at sagingen utføres med innstilt maksimal skjæretrykk. Sagbladmatings automatikken kan aktiviseres henholdsvis deaktiviseres i Parametermenyen (SV konst). Satt- / Er-verdi skjermbilde For innstilling og endring av maskin tilhørende data, befinner disse seg ved maskintastatur områdets satt- / er-verdi skjermbildet. For å endre verdien, må det aktuelle feltet først aktiveres (berøres). Feltet vil da bli merket med grønn bakgrunnsfarge. Absoluttverdiene kan bare uinnskrenket angies ved manuelle og innstillingsdrift. Dersom en berører det tilhørende feltet, vil det åpne seg et nummerisk inndata vindu, hvor du så kan taste inn de ønskede verdiene. Er-posisjons feltene for de respektive stikkene, kan benyttes for oppmåling av materialet som bearbeides. 32

34 Driftstid skjermbilde Endring av driftstid I feltene som har hvit bakgrunnsfarge, er det mulig å endre tiden : Klikk 1 gang på det ønskede feltet. Nå kan du taste inn ønsket antall timer. Til dette formålet vil det komme frem et numerisk tastatur. Dersom en eksempelvis setter sagtid til null når en bytter sagblad, så vil en enkelt kunne måle brukstiden for det aktuelle sagbladet. Ved et nytt klikk, vil du kunne angi minutter, og ved enda et klikk, vil du kunne angi sekunder. Dersom du trykker på tasten ESC ved det numeriske tastaturet, vil du tilbakestille inntastingen. Feil historikk skjermbilde Dette skjermbildet benyttes utelukkende bare til feil registrering, og er til hjelp ved å lokalisere eventuelle feil som oppstår under en prosessering. Skjermbildet er ikke editerbart, og uten betydning for sagoperatøren, ettersom dette skjermbildet bare benyttes til serviceformål. 33
35 4.3.3 Parameter oversikt Ved hjelp av tasten, velges parameter meny. Ved denne menyen er det mulig å utføre nyttige tilpasninger. For maskinoperatøren er bare parameterene ved den første parameter siden tilgjengelig, den andre siden er passord beskyttet og skal bare endres av kvalifisert servicetekniker. Ved denne oversikten, beskrives maksimal versjonen, og derfor kan enkelte parametere mangle ved din maskin avhengig av utstyrsversjon. Oppmerksom: Maskinen kan bli skadet dersom det angies feil parameter verdi. Endring av parameter verdier, må utføres med den største grundighet Parameter Tekst Merknad R1 Reserve R2 Reserve R3 Reserve R4 Snittspor bredde Snittspor bredde angitt i 1/100 mm, avhengig av sagblad bredden (Utfør test kutt, og mål bredden ved hjelp av måleblad) R5 Reserve R6 Min. Gripe lengde Gripe lengde ved matestikke (Fremkanten av matestikke til materialende gripe lengde) R7 Reserve R8 Reserve R9 Reserve R10 Reserve R11 Reserve R12 Reserve R13 Sagbladmating høy/lav posisjon Denne verdien angir forskyving oppover av den utregnende posisjonen for veksling mellom hurtig / arbeids sagbladmating. Minimum verdi er 500, R14 Sagbladmating kutt utført posisjon som gir en forskyving oppover tilsvarende 5 mm. Denne verdien angir hvor mye sagbladmating skal kjøres forbi i forhold til det utregnede gjennomsagings posisjonen. Minimum verdi er 100, som gir en forbikjøring på 1 mm. R15 Sagbladmating 0: Sagbladmating regulering er aktiv. Skjæretrykk stilles inn av parameter. 1: Ingen sagbladmating regulering. Skjæretrykk blir avstengt. R16 Matestikke hastighet redusering Matestikke forflytnings hastighet ved materialtransport (% av maks. hastighet, 100% -> samme hastighet både med og uten material transport). R17 Sagbladovervåking neg Grenseverdi for sagbladomløp i neg. retning. Sagsyklus blir avbrutt dersom verdien overstiges. R18 Sagbladovervåking pos Grenseverdi for sagbladomløp i pos. retning. Sagsyklus blir avbrutt dersom verdien overstiges. 34
36 (Dersom sagbladovervåking ikke er tilstede (konfigurert), settes verdien til / +1.00) R19 Reserve R20 Matestikke tilbakekjøring 0: Matestikke kjøres ikke tilbake etter at kuttet er utført. 1: Matestikke kjøres tilbake når kuttet er utført. R21 Reserve R22 Reserve R23 Minimalsmøre-kjølesystem 0: Minimalsmøre-kjølesystem AV, Emulusjonskjølesystem PÅ 1: Minimalsmøre-kjølesystem PÅ, Emulusjonskjølesystem AV R24 Bunt(lag) funksjon Ved bruk av bunt(lag) funksjon, vil materialstavene bli rettet opp ved innmating (Opsjon bare mulig når stikken er påmontert opprettingsplate) R25 R26 R27 Vertikalstikke ved matestikken Matestikke tilbakekjøring av kjever Matestikke med fast stilling Opsjon for valg av vertikalstikke ved matestikken 0: Ikke tilkoblet 1: Tilkoblet Materialanslag ved maskinen og matestikke kjever tilbakekjøres (opsjon) 0: Ikke tilkoblet 1: Tilkoblet Material innmating med matestikke i flytende eller fast stilling (opsjon) 0: Flytende stilling 1: Fast stilling R28 Reserve R29 Reserve R30 Horisontalstikke åpningstid Horisontalstikke åpningstid R31 Vertikalstikke åpningstid Vertikalstikke åpningstid R32 Hydraulikk system etter Hydraulikk system etter driftstid driftstid R33 Matestikke åpningstid Matestikke åpningstid R34 Avblåsings posisjon Material posisjon for spon avblåsing for restmateriale. R35 Avblåsings tid Avblåsings tid med hensyn til parameter R34 R36 R37 R38 R39 Reserve Reserve Reserve Spontransportør pausetid x 50 ms Angi pausetid for spontransportøren driften. ved å angi 0, vil spontransportøren være i drift under hele sagsyklusen 35
37 R40 Språk (opsjon) 0: Tysk 1: Engelsk 2: Fransk 3: Andre R41 Utmatestikke hastighet redusering R42 Utmatestikke åpningsdistanse R43-50 Reserve Utmatingsstikke Utmatestikke forflytnings hastighet ved materialtransport (% av maks. hastighet, 100% -> samme hastighet både med og uten material transport). Utmatestikke åpnedistanse for kort åpning 36

38 4.3.4 Tastefelt i betjeningsprogrammet Her blir maksimalutgaven av maskinen beskrevet. På din maskin kan derfor noen av funksjonene mangle, eller være tilordnet på en litt annen måte. Mange av funksjonene som er beskrevet her, virker bare på den måten, når to manuelle betjeningstaster trykkes samtidig. Ved noen av tastene, vil det vises et gult punkt i høyre overkant, når den valgte funksjonen er aktivisert, eller eksempelvis utført. Tastefelt - Maskinfunksjoner Tast Navn Funksjon SLÅ PÅ sagmotor Tasten trykkes : Sagbladmotor blir slått på SLÅ AV sagmotor ÅPNE horisontalstikke LUKK horisontalstikke Tasten trykkes : Sagbladmotor blir slått av Tasten trykkes : Horisontalstikke åpnes så lenge tasten er trykket. Tasten trykkes : Horisontalstikke lukkes så lenge tasten er trykket. 37
39 Tast Navn Funksjon LAGRE TILBAKE materiale LAGRE TILBAKE materiale Tasten trykkes : Materialet som befinner seg på rullebanen, blir automatisk kjørt tilbake til tverr-rullebanene ved posisjon 1.2 eller 2.2, som deretter lagrer materialet tilbake. Tasten trykkes : Materialet som befinner seg på rullebanen, blir automatisk kjørt tilbake til tverr-rullebanene ved posisjon 1.2 eller 2.2, som deretter lagrer materialet tilbake. ÅPNE matestikke Tasten trykkes : Matestikke åpnes så lenge tasten er trykket. LUKK matestikke Tasten trykkes : Matestikke lukkes så lenge tasten er trykket. HURTIG HEV sagbue HURTIG SENK sagbue SENK sagbue HURTIG BAKOVER matestikke BAKOVER matestikke FREMOVER matestikke Tasten trykkes : Sagbuen heves med hurtig hastighet oppover så lenge tasten er trykket. Tasten trykkes : Sagbuen senkes med hurtig hastighet nedover så lenge tasten er trykket, samt at det ikke registreres noe materiale. Tasten trykkes : Sagbuen senkes med innstilt matings hastighet nedover så lenge tasten er trykket. Tasten trykkes : Matestikke kjøres med hurtig hastighet bakover så lenge tasten er trykket. Tasten trykkes : Matestikke kjøres med langsom hastighet bakover så lenge tasten er trykket. Tasten trykkes : Matestikke kjøres med langsom hastighet fremover så lenge tasten er trykket. 38

40 HURTIG FREMOVER matestikke Tasten trykkes : Matestikke kjøres med hurtig hastighet fremover så lenge tasten er trykket. Tastefelt - Innmatingsside Tast Navn Funksjon UTGANGS- POSISJON sagmaskin START matestikke posisjonering START utmatingsstikke posisjonering Tasten trykkes : Maskinen kjøres til utgangsposisjon (Stikken åpner seg, sagbuen heves til opp posisjon), så lenge tasten er trykket. Tasten trykkes : Matestikken posisjonerer seg i henhold til den satte lengdeposisjonen. (se Satt- / Er-verdi skjermbilde, på høyre side). Tasten trykkes : Utmatingsstikken posisjonerer seg i henhold til den satte lengdeposisjonen. (se Satt- / Er-verdi skjermbilde, på høyre side). START enkeltkutt AVBRYT syklus Tasten trykkes : Maskinen utfører et enkelt kutt. Tasten trykkes : Maskinen avbryter prosesseringen som er under utføring. Kutt, automatisk syklus, matestikke posisjonering, utmatings stikke posisjonering. 39
41 Tast Navn Funksjon UTGANGS- POSISJON matestikke Tasten trykkes : Matestikke kjøres til utgangsposisjon (Matestikke åpner seg, og kjøres i bakerste posisjon). AVBRYT sagbladmating LAGRE TILBAKE materiale LAGRE TILBAKE materiale KJØR HØYRE tverr rullebane Tasten trykkes : Sagbladmating blir avbrutt. For å sage videre, trykkes tasten en gang til. Tasten trykkes : Materialet som befinner seg på rullebanen, blir automatisk kjørt tilbake til tverrrullebanene ved posisjon 1.2 eller 2.2, som deretter lagrer materialet tilbake. Tasten trykkes : Materialet som befinner seg på rullebanen, blir automatisk kjørt tilbake til tverrrullebanene ved posisjon 1.2 eller 2.2, som deretter lagrer materialet tilbake. Tasten trykkes : Tverr rullebanen kjøres mot høyre så lenge tasten er trykket. KJØR VENSTRE tverr rullebane Tasten trykkes : Tverr rullebanen kjøres mot venstre så lenge tasten er trykket. FEIL- KVITTERING Kjølesmørings type Tasten trykkes : Sletter feilmeldingen som vises på skjermen. Feilmeldingen vil komme tilbake på skjermen dersom feilen ikke er korrigert. Tasten trykkes : (gult merke er synlig) Mikrosmøre system er valgt. (gult merke ikke synlig) Kjølevæske emolusjon. 40
 kjøres mot venstre (mot maskinoperatør) så lenge tast er trykket. Tasten trykkes : Fremre utskyver (nærmest sagen) kjøres mot høyre (fra maskinoperatør) så lenge tast er trykket.")
42 Tastefelt - Utmatingsside Tast Navn Funksjon VENSTRE fremre utskyver HØYRE fremre utskyver SENK fast spenningsenhet HEV fast spenningsenhet ÅPNE utmatingsstikke Tasten trykkes : Fremre utskyver (nærmest sagen) kjøres mot venstre (mot maskinoperatør) så lenge tast er trykket. Tasten trykkes : Fremre utskyver (nærmest sagen) kjøres mot høyre (fra maskinoperatør) så lenge tast er trykket. Tasten trykkes : Den integrerte fast spenningsenheten for roboter ved utmatingsside bordet senker seg nedover. For mer informasjon, se kapittel 4 vedrørende utmatingsposisjon Tasten trykkes : Den integrerte fast spenningsenheten for roboter ved utmatingsside bordet hever seg oppover. For mer informasjon, se kapittel 4 vedrørende utmatingsposisjon Tasten trykkes : Utmatingsstikke åpnes så lenge tasten er trykket. LUKK utmatingsstikke Tasten trykkes : Utmatingsstikke lukkes så lenge tasten er trykket. 41
43 Tast Navn Funksjon KJØR INN utmatingsbord Tasten trykkes : Utmatingsbord ved utmatingsstikken kjøres inn så lenge tasten er trykket. KJØR UT utmatingsbord Tasten trykkes : Utmatingsbord ved utmatingsstikken kjøres ut så lenge tasten er trykket. HURTIG BAKOVER utmatingsstikke Tasten trykkes : Utmatingsstikke kjøres med hurtig hastighet bakover så lenge tasten er trykket. BAKOVER utmatingsstikke Tasten trykkes : Utmatingsstikke kjøres med langsom hastighet bakover så lenge tasten er trykket. FREMOVER utmatingsstikke Tasten trykkes : Utmatingsstikke kjøres med langsom hastighet fremover så lenge tasten er trykket. HURTIG FREMOVER utmatingsstikke Tasten trykkes : Utmatingsstikke kjøres med hurtig hastighet fremover så lenge tasten er trykket. HURTIG BAKOVER rullebane Tasten trykkes : Rullebane kjøres med hurtig hastighet bakover så lenge tasten er trykket. BAKOVER rullebane Tasten trykkes : Rullebane kjøres med langsom hastighet bakover så lenge tasten er trykket. 42
44 FREMOVER rullebane Tasten trykkes : Rullebane kjøres med langsom hastighet fremover så lenge tasten er trykket. HURTIG FREMOVER rullebane Tasten trykkes : Rullebane kjøres med hurtig hastighet fremover så lenge tasten er trykket. 43


45 4.3.5 Opprette et program Et program består av flere delsetninger for ulike materialstykker med samme material tverrsnitt. Ved en delsetning blir alle bearbeidingsdata for det aktuelle materialstykket definert. Ved hjelp av menypunktet programbehandling, kan delsetninger fra et program med ulik material tverrsnitt opprettes. Maskinoperatøren kan opprette et sagprogram på 3 ulike måter: 1. Manuelt opprette et program 2. Manuelt endre et allerede lagret program 3. Importere / Eksportere et program til/fra CSV-filformat 1. Manuelt opprette et program Trykk på det gule feltet "Program nr." Displayet vil da bytte til følgende skjermbilde 44

46 Ved å trykke på funksjons tasten, veksler en fra utvalgsmodus til endremodus. Ved hjelp av disse to tastene, kan du nå opprette eller slette et program. Ved å trykke på de respektive feltene program nr., kunde, antall og termin, kan du angi program spesifikke data. I displayvinduet for delsetninger, vises alle delsetningene som programmet inneholder. Trykk på den automatisk opprettede tomme delsetningen for det aktuelle programmet. Ved å trykke på funksjons tasten, veksler en fra utvalgsmodus til endremodus. Nå angies de respektive sagdata for den aktuelle delsetningen, se kapittel for mer informasjon. En kan nå starte utførelse av det aktuelle programmet ved å trykke på tasten "START automatisk". Utførelse av programmet vil da starte fra den markerte delsetningen. 2. Manuelt endre et allerede lagret program Trykk på piltasten for å åpne nedtrekksmenyen. Marker så programmet du ønsker å endre. 45

47 De tilhørende programsetningene for det valgte programmet vises i displayvinduet for delsetninger. Se kapittel for mer informasjon. Trykk deretter på funksjonstasten for å veksle til endremodus. De aktuelle delsetningene kan nå endres manuelt etter behov. Ved hjelp av følgende funksjonstaster, kan en henholdsvis legge til, sette inn eller slette delsetninger. En kan nå starte utførelse av det aktuelle programmet ved å trykke på tasten "START automatisk". Utførelse av programmet vil da starte fra den markerte delsetningen. 3. Importere / Eksportere et program til/fra CSV-filformat Ved å trykke på funksjonstast, Import / Eksport av CSV-datafil, vil følgende meny vises i displayet. Marker type dataoverføring. I feltet navn kan en angi filnavnet for den aktuelle datafilen. Det er også mulig å angi banen for den aktuelle katalogen hvor data import/eksport filen er plassert. Ved å trykke på respektive valgknapper import / eksport, vil en kunne utføre den aktuelle dataoverføringen. Ved importering av programdata, vil de importerte delsetningene vises i displayet. En kan nå starte utførelse av det aktuelle programmet ved å trykke på tasten "START automatisk". Utførelse av programmet vil da starte fra den markerte delsetningen. 46

48 Ved å trykke på valgknappene "Directory" (katalog), kan du angi katalogbane for henholdsvis import- / eksport katalog hvor de lagrede datafilene er plassert. 47


49 4.3.6 Programmering av delsetninger Et program består av flere delsetninger med samme eller ulike(opsjon) material tverrsnitt. Ved en delsetning blir alle bearbeidings dataene for et materialstykke definert. Ved å trykke på symboler eller inndata-felt vil det fremkomme en inndata-meny som forenkler inntasting av ønskede data. Delsetninger kan bare opprettes eller bearbeides i endremodus. Materialstoff - Materialdata Materialdata Etter å ha aktivert inntastingsfeltet for material-identnummer, fremkommer et tastatur for nummerisk inntasting av material-ident. Ved hjelp av tasten F1 - "Velg fra Material databank", kan maskinoperatøren hente material data fra material databanken. Material databank vil da komme frem på displayet, og maskinoperatøren kan velge aktuell materiale som skal kuttes fra databanken og overføre materialets data ved å betjene valgknapp "Kopier data" på funksjonslinjen. Feltene for materialstoff og DIN-nummer vil da automatisk bli angitt med de aktuelle dataene. DIN-tabell Etter å ha aktivert inntastingsfeltet for DIN-nummer, fremkommer et tastatur for nummerisk inntasting av materialstoff. Ved hjelp av tasten F1 - "Velg fra DIN-tabell", kan maskinoperatøren hente data fra DIN-tabellen. DIN-tabellen vil da fremkomme, og maskinoperatøren kan da velge aktuell materialstoff som skal kuttes og overføre materialstoff data ved å betjene valgknapp "Kopier data" på funksjonslinjen. Feltene for material-identnummer og materialstoffgruppe vil da automatisk bli angitt med de aktuelle dataene. Materialstoffgruppe Etter å ha aktivert inntastingsfelt for materialstoffgruppe, fremkommer et tastatur for nummerisk inntasting av materialstoffgruppe. Ved hjelp av tasten F1 - "Velg fra Materialstoffgruppe databank", kan maskinoperatøren hente materialstoffgruppe data fra databanken. Materialstoffgruppe databanken vil da fremkomme på displayet, og maskinoperatøren kan da velge den aktuelle materialstoffgruppe for materialet som skal sages. Ved hjelp av tasten "Kopier data" overføres de aktuelle dataene for den valgte maskinstoffgruppen. Feltene for material-identnummer og DIN-nummer vil da automatisk bli angitt med de aktuelle dataene. 48

.")


50 Delstykke databank Ved hjelp av tasten "Veksle feltmodus" ved funksjonslinjen, henter en frem display for programmering av delsetning. Etter berøring av inntastingsfelt for delstykke identnummer i endremodus, vil det fremkomme et tastatur for nummerisk inntasting av sagdelstykke. Ved hjelp av tasten F1 "Utvalg fra delstykke databank", kan operatøren hente sag delstykke fra delstykke databanken (opsjon). Velg ønsket delstykke data fra databanken, og trykk deretter tasten "Kopier data" ved funksjonslinjen for å flytte over dataene. Feltene for materialidentnummer, DIN-nummer og materialstoffgruppe blir da automatisk utfylt. Delstykke form (bare ved maskiner med gjæring) Etter betjening av symbolet Delstykke form vises en inntastingsmeny, hvor formen til delstykke velges i forhold til tegning og deretter angies målene for delstykke som skal sages. Inntasting av tallverdier: Trykk ønsket tallverdi felt Tast inn ønsket tallverdi ved hjelp av det nummeriske tastaturet som fremkommer Etter at ønsket verdi er angitt, trykkes tasten Enter for å bekrefte verdien. 49

51 I denne utvalgsmenyen velger en formen til materialdelstykket som skal sages. De utvalgte formene blir fremstilt ved hjelp av en inntastings meny. Dersom en ikke skal angi noen nye materialstykke former, forlater en utvalgsmenyen ved hjelp av tasten ESC. Etter at en har trykket en av de ovenfor viste tastene, vil det fremkomme en fremstilling av det valgte materialdelstykke formen med mulighet til å angi alle dimensjon målene. Angivelse av et materialdelstykke : Velg det ønskede inntastings feltet. Er materialstykke tilstrekkelig angitt, vil det bli vist en grafisk fremstilling ved bruk av de utfylte inntastings feltene. Når du velger et inntastings felt, vil det fremkomme et nummerisk tastatur felt. Tast så inn nødvendig verdi, og bekreft ved hjelp av Enter. Etter at alle verdiene er korrekt angitt, bekrefter du ved å trykke tasten OK Ved hjelp av tasten materialform typen. vil du kunne nullstille alle inntastings feltene uten å endre 50

52 Skjermbilde for delsetninger I skjermbilde for delsetninger blir de enkelte delsetningene i et program vist i rekkefølge i forhold til hvordan de er programmert. Ved hjelp av denne tasten kan du veksle mellom visningsmodus for delstykke setningen, slik at du får tilgang til flere valg vedrørende den aktuelle delsetningen. Normalt, vil en kunne se tre delsetninger samtidig. Ved hjelp av skyvelinjalen (scroll linjal) på høyre siden, eller ved hjelp av tastene i menylinjen, vil en kunne flytte skremvisningen oppover eller nedover medhensyn til hvilke delsetninger som skal vises. Ved et enkelt trykk på skjermbildet vil en kunne utvide antall delsetninger som skal vises til samtidig til maksimalt tolv. Delsetningen som for øyeblikket bearbeides, indikeres ved hjelp av en pil fremfor delsetnings nummeret. For å angi eller endre verdier ved den aktuelle delsetningen, må en alltid først aktivere det respektive symbolet for den verdien som en ønsker å angi eller endre, deretter kan en taste inn ønsket verdi. 51

53 Aktuell delsetning Den aktuelle delsetningen indikeres ved hjelp av en pil fremfor delsetnings nummeret. Det er bare mulig å utføre endringer eller inntastinger ved den delsetningen som er indikert med denne pilen. For å endre en verdi ved den aktuelle delsetningen, så aktiviserer en det aktuelle feltet ved å trykke på det ønskede symbolet for verdien som en ønsker å angi eller endre. VIKTIG: Ved automatisk start (Se kapittel 4.7) vil alltid programmet starte ved angitte aktuelle delsetningen. Det betyr, for å få programmet til å starte fra første delsetning i programmet, må den første delsetningen først aktiviseres slik at pilen som indikerer aktuell delsetning blir plassert fremfor den første delsetningen. Delsetnings nummer Delsetnings nummer blir vist i skjermbildet. Blokknummer Blokknummer blir vist i skjermbildet. Bearbeidingstype Bearbeidingstype blir vist i skjermbildet. Materialidentnummer Materialidentnummer blir vist i skjermbildet. Gjæringsvinkel venstre (bare ved maskiner med gjæring) Programmert gjæringsvinkel venstre blir vist i skjermbildet. Gjæringsvinkel høyre (bare ved maskiner med gjæring) Programmert gjæringsvinkel høyre blir vist i skjermbildet. Material posisjon Material posisjon for materialet ved sagbordet blir vist i skjermbildet. 52
54 Vekslende / Avkappmodus (bare ved maskiner med gjæring) Angir om delsetningen utføres med vekslende kutt eller om det benyttes avkappmodus (blir igjen reststykker ved hvert kutt). Delstykk lengde Her vises programmert delstykk lengde (spiss spiss) Skal antall teller Antall materialstykker som skal sages ved den tilhørende delsetningen. Er antall teller Antall materialstykker som er ferdig utført saget ved den tilhørende delsetningen. Utmatings posisjon Her vises den programmerte utmatings posisjonen hvor det godkjente materialstykkene eller avfalls materialstykkene skal sorteres. For nærmere beskrivelse, se kapittel Utmatings posisjon Seriemodus / Absoluttmodus = = Absoluttmodus ; Absolutt modus betyr at matingsstikken etter hver posisjonerings utførelse i henhold til programmert lengde, kjøres tilbake for å utføre ny mating. Dette er den mest vanlige modusen. Seriemodus ; Seriemodus betyr at matestikken kjøres så langt tilbake som mulig før den låser materialet. Materialet blir så matet fremover i serie i forhold til den programmerte lengden uten at matestikken kjøres tilbake mellom hver material mating. Denne modusen er svært nyttig ved kutting av korte materialstykker med kort avkappings tid. Utfyllingsdel = = Delstykket blir ikke definert som noen utfyllingsdel Delstykket blir definert som en utfyllingsdel Utfyllingsdel betyr at denne delen kuttes dersom et material reststykke med korrekt tverrsnitt er igjen av en materialstav. Bearbeidings status! Den aktuelle delsetningen som er under bearbeiding. - Ny opprettet delsetning. # Delvis utført delsetning. * Utført delsetning Lengdekorreksjon venstre (bare ved maskiner med gjæring) Ved vekslende kutt kan operatøren angi en manuell lengdekorreksjons verdi venstre (fremsiden av delstykket). Lengdekorreksjon høyre (bare ved maskiner med gjæring) Ved vekslende kutt kan operatøren angi en manuell lengdekorreksjons verdi høyre (baksiden av delstykket). 53
.")
55 4.3.7 Programbehandling Et program består av en samling med delsetninger. I delsetningen blir alle nødvendige bearbeidings data angitt. I et program maksimalt bestå av 99 delsetninger med samme material tverrsnitt (standard). Med opsjonen programadministrasjon kan programmet utvides til å inneholde flere program med ulik material tverrsnitt. Et program blir bearbeidet i følgende trinn : Velg program nummeret. Materialstavdata angies. Programmering av hver enkelt delsetning. Når feltet program navn blir aktivert, vises en oversikt over alle program nr. eller program navn. Symbolet foran program navnet eller program nummeret viser program status :! Program som for øyeblikket er under bearbeiding. - Ny opprettet program. # Delvis utførte program * Utførte program. Det er her mulighet for å lagre eller lese inn dataene til det enkelte program som en CSVdatafil. Disse CSV-datafilene kan så videre importeres i Microsoft Excel for bearbeiding. Mer informasjon om dette temaet, se kapittel

56 Form og plassering av materialstavene Etter valg av disse symbolene, vil det fremkomme en undermeny, hvor fastsetting av tverrsnittform til profilene som skal sages og plassering av disse på sagbordet utføres. Under hver enkelt profil type vil videre åpne seg flere undermenyer, til hjelp med å definere material plassering mer nøyaktig kan f.eks : For vinkelprofiler: For U-profiler : For firkantprofiler : De med!!! opptegnet profilform benyttes ved spesielle profiler. Disse står da symbolsk for de ytre målene til spesialprofilen. Bunt type (opsjon) Ved maskiner som har vertikalstikke ved matingsautomaten har en mulighet til å bearbeide materialstaver i bunter. For å velge dette trykker du på X (se bilde nedenfor). Det vil ta åpne seg et tall felt, hvor du kan angi antall staver som er plassert ved siden av hverandre (vannrett buntfaktor). Tast inn antall og trykk så Enter. Tilsvarende vil det komme frem med hensyn til antall staver under hverandre (loddrett buntfaktor). De endrede buntfaktorene vil så komme frem i feltet X som vist i bildet under. 55


57 Angivelse av materialstavdata Her blir størrelser og program egenskapene til materialstavene angitt. Material bredde Her angis profilens material bredde i mm. Material høyde Her angis profilens material høyde i mm. Ved angivelse av material stavenes høyde og bredde er avhengig av korrekt plassering, vær oppmerksom på dette! Material veggtykkelse Ved kutting av profiler eller rør, må en her angi veggtykkelsen. Skjærehastighet og sagblad matehastighet Skjærehastighet og sagblad matehastighet blir vanligvis automatisk angitt. Programmet regner selv ut verdiene i forhold til det valgte materialstoff og material dimensjoner. Material databank Ved å trykke å inntastingsfelt for materialidentnummer / DIN-nummer eller materialstoffgruppe, fremkommer det et tastatur for nummerisk å angi ønsket verdi. Ved å trykke på tast F1, åpnes tilhørende databank for valg av ønsket materiale, se kapittel DIN-tabell Material databank Finn frem og marker ønsket materiale i databanken, og kopier tilhørende data over til programmet ved hjelp av tasten "Kopier data". Feltene for Sagblad matehastighet, skjærehastighet, delstykk data og materialstoffgruppe blir automatisk utfylt med korrekte verdier. Tilsvarende kan en også på samme måte ved tabellen til høyre, DIN-tabellen, velge ønsket DINnummer dersom en ikke vet annen betegnelse på materialet, og dermed kopiere over korrekte verdier for de aktuelle feltene. Dersom en skal angi materialet manuelt, må en først sette materialstoffgruppe til verdien 0. 56


58 Dersom en angir skjærehastighet høyere enn 43 m/min, vil følgende advarsel fremkomme på skjermen. Oppmerksom : Gjelder bare sirkelsager av typen KKS Denne advarselen skal sørge for at en husker at spontannbørsten bare kan benyttes med hastighet opptil maks. 43 m/min. Dersom skjærehastigheten er høyere enn dette, må følgende utføres: Spontannbørsten må demonters (kapittel Demontering av spontannbørste). Etter at spontannbørsten er fjernet, slås maskinen på igjen, og feilmeldingen kvitteres ut. Angi så ønsket skjærehastighet. Bekreft at spontannbørsten er demontert ved hjelp av OK-tasten. Når skjærehastigheten igjen settes til lavere enn 43 m/min, monteres spontannbørsten tilbake igjen. En advarsel vedrørende dette vil fremkomme på skjermen. Etter at spontannbørsten er montert tilbake, kan maskinen fortsette med videre drift. Bearbeidings type Etter at du har valgt det aktuelle symbolet fremkommer det en undermeny, hvor man kan fastsette bearbeidings formen av stavene : 1. Stykk antall orientert saging (Kapittel 4.5). Ved stykk antall orientert saging blir en delsetning først fullstendig utført, før en starter med delstykker med hensyn til den neste delsetningen. Etter stav bytte, vil sagen forsette videre saging fra stedet hvor den ble avbrutt. 2. Stav orientert saging (Kapittel 4.5). Stav orientert saging betyr at et bestemt antall materialstaver blir saget på samme måte. Materialstykkene som skal sages blir for programmert i forhold til den aktuelle staven. Materialstykkene blir da deretter saget i den fremviste rekkefølgen (delstykke vis) i henhold til det angitte antallet, inntil en ikke får plass til flere materialstykker på en stav (eventuelt blir også utfyllingsdeler også saget). 57
59 Ved den neste staven, begynner en igjen med den første programmert delsetningen. Antall staver som skal bearbeides, må angis. 3. Utfyllings orientert saging. Ved utfyllings orientert bearbeiding blir den første programmerte materialstykket plassert utover staven så langt den rekker, inntil skal-antall teller når er-antall teller, eller inntil ingen flere materialstykker fra denne delsetningen passer på staven. Deretter blir det undersøkt om et materialstykke fra den neste delsetningen kan plasseres på staven. Ved den neste staven forsetter man videre med den 1. delsetningen i programmet (inntil skal-antall teller når er-antall teller). Bearbeidingen er ferdig utført, når det ikke finnes flere staver, eller alle skal-antall tellere (med unntak av utfyllingsdeler) er oppnådd. Det anbefales, før en starter med en utfyllings orientert bearbeiding, å sortere delsetningene i forhold til angitt materialstykk lengde. Forkutt lengde I dette feltet blir forkutt lengde angitt i mm. Dette kuttet blir utført etter hver stav bytte, slik at ikke svært hyppig må kontrollere stav endene med hensyn til eventuelle skader. Ved å ha en programmert forkutt lengde, så oppnår man en ren skjæreflate ved det første godkjente kuttet. Ved hjelp av tastene F1 - F3, kan en angi 3 forskjellige forkutt lengder for ulike restmaterialstaver. Ved hjelp av tast F4, angir en forkutt lengden til den nye materialstaven. Dersom en programmerer denne verdien til å være 0, utføres ingen forkutt. Materialstav lengde Her angir en den totale lengden til materialstavene. Ved hjelp av tasten F1-F3 kan en angi 3 forskjellige stavlengder for 3 restmaterialstaver. Ved hjelp av tasten F4, angir en materialstav lengden for en ny materialstav. Skal antall materialstaver Ved stav orientert saging angir en her antall materialstaver som skal bearbeides. Skal antall telleren, må settes høyere enn Er antall telleren. Er antall materialstaver I dette feltet angir du antall materialstaver som allerede er ferdig utført kuttet i forhold til det aktuelle programmet. Rest materialstav bearbeiding I dette feltet kan en angi bearbeiding av maksimalt 3 rest materialstaver med forskjellig lengde. Ved å trykke på symbolet lengde til rest materialstaver. for rest materialstav lengde, vil det fremkomme en skjerm for å angi 58

60 Ved å deretter trykke på symbolet for rest materialstav forkutt lengde, vil det fremkomme en skjerm hvor en kan angi forkutt lengde for de ulike rest materialstavene Utmatings posisjon Utmatings posisjon er posisjonen hvor forkutt delene, delstykkene og reststykkene blir utmatet til. Antall utmatings posisjoner avhenger av utmatingsenheten som er montert på utmatingssiden. Utmatingsstikke med sorteringsenhet ABG Forkutt stykker er fra fabrikk innstilt til å bli utmatet ved posisjon 5. De kuttede delstykkene kan fritt stilles inn til ønsket utmatingsposisjon. Plasseringen til utmatingsposisjonen kan stilles inn ved hjelp av en sjaltekam. Posisjon 1 kan ikke benyttes. Utmatingsenhet ABQ (opsjon) Med denne kan utmatingsposisjon for de kuttede delstykkene programmeres til utmatingsposisjon fra 7 til 14. Ved hjelp av tilleggsfunksjon (+ kapittel 4.4.7) kan lange rest materialstykker (> 500 mm) sorteres til utmatings posisjon 7. Utmatings posisjon 7 er da ikke mer tilgjengelig for utmating av godkjent kuttede material delstykker. Programmering av utmatings posisjon Ved respektive delsetninger angis ønsket utmatings posisjon for godkjent delstykker i dette feltet. 59

61 4.3.9 Materialdatabank behandling (opsjon) Ved hjelp av betjeningsprogrammet til sagmaskinen, kan operatøren legge til ulike databanker. En skiller da mellom følgende typer databanker: DIN-tabell / Materialstoffgruppe Materialdatabank Materialdelstykke databank Databankene kan i henhold til bruk individuelt settes opp, sorteres eller suppleres. Ved hjelp av respektive taster ved funksjonslinjen, kan ønsket databank hentes frem (dersom funksjonslinjen har en annen visning, trykkes følgende tast inntil funksjonslinjen viser respektive taster for de ulike databankene). OPPMERKSOM Verdier i databanker tilhørende sirkelsager, samsvarer ikke med verdier i databanker tilhørende båndsager. Dersom det benyttes ukorrekte skjæreparametere, kan det oppstå skade på sagmaskinen! DIN-tabell / Materialstoffgruppe databank Databank for forskjellige materialer med tilhørende materialstoffgrupper og skjæredata. Anvisning: Databanken kan bare endres eller komplimenteres når endremodus er valgt. 60

 og tilhørende skjæredata.")
62 Materialdatabank Databank for ulike profiler med tilhørende skjæredata. Operatøren kan ved hjelp av filterfunksjonen søke etter ønsket profilform i databanken. Anvisning: Databanken kan bare endres eller komplimenteres når endremodus er valgt. Materialdelstykke databank Databank som inneholder ulike materialdelstykker (ferdig kuttede materialdelstykker) og tilhørende skjæredata. Operatøren kan ved hjelp av filterfunksjonen søke etter ønsket profilform i databanken. Anvisning: Databanken kan bare endres eller komplimenteres når endremodus er valgt. 61
 Dersom et materialstykke med formen som vist under skal kuttes med avkapp saging, vil dette føre til at en ved hver kutting av et godkjent materialstykke")
63 Muligheter vedrørende utnyttelse av materialstaver Bearbeidings type Velg mellom vekslende (alternerende) saging og avkapp saging ved hjelp av undermenyen. Avkapp saging (bare for sager med gjæring) Dersom et materialstykke med formen som vist under skal kuttes med avkapp saging, vil dette føre til at en ved hver kutting av et godkjent materialstykke vil få en del som er å regne som avkapp. (se figur nedenfor) Vekslende (alternerende) saging Ved materialer som har symmetriske tverrsnitt, kan annenhver materialstykke sages med vekselvis vendt fremover og bakover (vekslende saging). Ved asymmetriske profil tverrsnitt (f.eks ved vinkelprofiler) er dette dessverre ikke mulig. Utfyllingsdel Dette feltet indikerer om den aktuelle materialstykket behandles som kompletterings delstykke. Dette feltet har derfor 2 inntastings muligheter : = Ingen utfyllingsdel = Utfyllingsdel Utfyllingsdel kan da programmeres dersom det oppstår et material reststykke som er lengre enn minimum restmaterial lengde parameter. Dermed blir det maksimalt saget tilsvarende som skal-antall teller er satt til. Men skulle en før skal-antall teller nå material stavenden, blir det resterende antall materialstykker for utfyllingsdelen ignorert. Et program regnes også ferdig utført selv om ikke skal-antall teller for utfyllingsdel oppnåes. 62

64 Blokk Ved hjelp av funksjonstasten Blokk kan alle delsetningene eller bare de valgte materialtypene kobles sammen i en blokk. Ved å koble delsetninger sammen til en blokk for en materialtype, oppnår en å kunne utføre prosessering ved sagen uten unødig bytte av materiale. I skjermbildet for materialstaver kan blokken visualiseres. Anvisning: Ved hjelp tasten veksle tastaturfelt kan en forlate undermenyen. 63

65 Grafisk fremstilling av utnyttelse av en enkel materialstav Utnyttelsen av materialstaven kan grafisk fremstilles på skjermen, hvor en kan se hvordan de enkelte materialstykkene blir plassert på den aktuelle materialstaven. Grafisk fremstilling av materialstav utnyttelsen velges ved hjelp av tasten Ved hjelp av tasten diagnose, kan en åpne en undermeny hvor en kan hente frem og lese igjennom delstykke dataene, eller en kan eksempelvis utføre en kutte simulering. Disse undermenyene er tiltenkt brukt av servicepersonell ved behov for å analysere eventuelle feilmeldinger. Ved hjelp tasten veksle tastaturfelt kan en forlate undermenyen. 64


66 Grafisk fremstilling av utnyttelse av flere materialstaver Grafisk fremstilling av utnyttelse av flere materialstaver, hvor visning av hvordan de enkelte materialstykkene blir fordelt utover flere materialstaver, velges ved hjelp av funksjonstasten. Ved gjentatte trykk på funksjonstasten, vil en veksle mellom to ulike skjermbilder for den aktuelle funksjonen. Skjermbilde 1 Skjermbilde 2 Anvisning: Ved hjelp tasten veksle tastaturfelt kan en forlate undermenyen. 65


67 Diagnose og feilmeldinger Diagnose for materialstav data. Ved å trykke på diganose funksjonstasten ved skjermbildet for visning av materialstav data, får en tilgang til diagnosemeny skjermbildet som vist ovenfor for de ulike materialstav dataene. Her vises data som kan være til stor hjelp når en eksempelvis har behov for hjelp av Kaltenbach servicepersonell over telefon. Simuleringsfunksjonen er passord beskyttet og er bare tiltenkt benyttet av autorisert servicepersonell. Maskin diagnose - Feil historikk For mer informasjon om maskin diagnose / feil historikk, se kapittel 6. 66
68 Feilmeldinger Ved start av automatisk sagsyklus, blir alle angitte data i programmet automatisk kontrollert. Dersom programmet inneholder feil, vil disse vises på skjermen slik som eksempelet ovenfor viser. Det valgte programmet kan først startes når alle feil som oppdages under kontrollen er utbedret. 67

69 Datautveksling med Microsoft Excel Generelt ProfiCut programmet tilbyr mulighet for at data i sagprogrammet med hensyn til : Enkelt program Delstykke enhetsdata Material enhetsdata DIN-datafil Enkelt DSTV-delstykke Liste over alle DSTV-delstykkene Kan lagres og hentes tilbake som CSV-datafil. En CSV-datafil kan importeres og bearbeides i Microsoft Excel. Utgangspunktet for datautveksling med Microsoft Excel, er dialogmenyen importer CSV data, som fremkommer ved å trykke på funksjonstasten Importer/Eksporter CSV-data. 68


70 Importere data Ved å trykke på funksjonstasten Bytt Importer / Eksporter velger en til ønsket modus for Importer DSTV / Importer program og 12 (se senere). Dialogvinduet åpner slik som det sist be lukket, enten med visning som filliste eller katalogstruktur. Filliste Katalogstruktur Operatøren kan ved hjelp av ulike filterfunksjoner filtrere visning av de ønskede datafilene, eller en kan navigere direkte til ønsket datafil hvor denne så velges / markeres og deretter importeres. Ved å trykke på funksjonstasten Importer, blir den markerte datafilen importert. Oppmerksom: Når data importeres, blir eksisterende data i styringen overskrevet (altså de aktuelle eksisterende data blir da tapt) Eksportere data Ved å trykke på funksjonstasten Bytt Importer / Eksporter velger en til ønsket modus for Eksporter DSTV / Eksporter program og 12 (se senere). Dialogvinduet åpner slik som det sist be lukket, enten med visning som filliste eller katalogstruktur. Filliste Katalogstruktur Operatøren kan bestemme ønsket lagringsplass ved hjelp av utforsker vinduet. Ved hjelp av inntastingsfeltet for filnavn, kan en angi ønsket filnavn. 69
71 Ved å trykke på funksjonstasten eksporter lagringsplass., blir de aktuelle dataene eksportert til angitt fil og Åpne CSV-datafil i Microsoft Excel Dataene som er eksportert som en CSV-fil kan åpnes i Microsoft Excel, ved at du åpner den som datatype Tekst datafil. Dataene i en CSV-fil er inndelt i hodedata og delstykk-data. Hodedata I hodedataene finner du data som er gyldig for hele programmet med hensyn til hvilke materialer som skal sages. Disse er beskrevet i begge de første linjene. Delstykk data I delstykk dataene finner du data for det enkelte delstykket. Disse er beskrevet på den tredje linjen. I Microsoft Excel kan du endre eller legge til data. Ved importering av datafilen til maskinens styring, vil disse endringene automatisk bli tatt hensyn til. Det er viktig å merke seg at tabellen må ubetinget være lagret i CSV-format (lagre som data type : CSV (atskilt med skilletegn) ). Også andre tabell-kalkulasjonsprogram som støtter filformatet CSV, kan benyttes til å bearbeide dataene. 70

72 4.4 Program eksempler Stykk antall orientert saging Delstykkene sages i angitt rekkefølge, først delsetning 1, deretter delsetning 2, og til slutt delstykkene som er angitt i delsetning 3. 71

73 Stav orientert saging Delstykkene blir saget i angitt rekkefølge fra delsetning 1 til delsetning 3. I inntastingsfeltet Materialstaver, angir en antall materialstaver som skal bearbeides med hensyn til data angitt i delsetning 1 til delsetning 3. 72

74 Utfyllings orientert saging ved bearbeidingstype stav orientert Delstykkene blir saget i angitt rekkefølge fra delsetning 1 til delsetning 3. Rest materialstavene blir saget med delstykker som er angitt som utfyllingsdeler. Maskinoperatøren kan angi ved hjelp av parameter for hvor lang rest materialstaven skal være (eksempelvis 1000 mm) før maskinen begynner å sage utfyllingsdeler. 73

 slakkes strammingen til sagbladbåndet. Bruk vernehansker.")
75 4.5 Klargjøring Oppmerksom : Uforutsette bevegelser av maskindeler kan forårsake at kroppsdeler blir forklemt eller avkuttet. Sørg derfor for at ingen slår på maskinen når det utføres klargjørings-, vedlikeholds- eller reparasjons- arbeid Bytting av sagbladbånd og sponbørste Bytte av sagbladbånd. Sagbuen plasseres i øverste posisjon. Åpne stikken fullstendig. Kjør matingsautomaten i den bakerste posisjonen. Nøkkelbryter ( jamfør kapittel ) settes i vannrett stilling og nøkkel fjernes. Åpne beskyttelsesdeksel på matingsautomaten og sagen. Med bryteren S ( ved det strammende svinghjulet ) slakkes strammingen til sagbladbåndet. Bruk vernehansker. Dra ut sagbladbåndet fra begge styringene. Dra av sagbladbåndet fra det høyre svinghjulet. Åpne beskyttelsessporet (kanalen ) og dra sagbladbåndet ut av sporet. Dra ut overdelen til sagbladbåndet mellom beskyttelsessporet og vertikalstramningen. Sagbladbåndet er demontert. Montering av den nye sagbladbåndet utføres som forklart under. Anvisning : Hold sagbladbåndet rett fremfor kroppen, slik at tennene vender mot deg. Da må tennene på den nederste delen av sagbladbåndet være i riktig skjæreretning. Dersom tennene viser feil retning, dreier du sagbladbåndet i seg selv, slik at tannretningen blir riktig. Dra den øverste delen av sagbladbåndet mellom beskyttelsessporet og vertikalstrammingen henholdsvis over materialføleren. Skyv sagbladbåndet i beskyttelsessporet. Plasser sagbladbåndet på svinghjulene. På drivhjul siden kan bandet holdes fast med fjærhendelen F. Plasser ( tre ) sagbladbåndet i styringene. Skyv sagbladbåndet helt opp i styringene. Skyv ryggen til sagbladbåndet mot flensen på svinghjulene. Stram sagbladbåndet med bryteren. 74


76 Til slutt kontroller sponbørsten i henhold til justering henholdsvis bytting ( se neste side ) Anvisning : Dersom sagbladbåndet løper av svinghjulene, kan en justere strammeskiven med justeringsskruen B. Sagbladbåndryggen skal ikke kjøre på flensen til svinghjulene, avstanden mellom sagbladbåndryggen og flensen skal minimum være 0,5 mm. Sagtennene må løpe fritt utenfor svinghjulene. Advarsel : Ikke i noen omstendighet skal maskinen kjøres med sikkerhetsinnretninger fjernet, også ved kontroll av sagbladbånd kjøringen. For å utføre målinger, skal maskinen hver gang settes i stillstands og maskinen skal sikres mot mulighet til å slå på maskinen. Sponbørste. Sponbørsten er plassert nedenfor drivhjulet til sagbladbåndet. Sponbørsten har som oppgave å fjerne mulig spon fra sagtennene og mellomrommene. Denne oppgaven blir ikke tilfredsstillende utført dersom børsten er utslitt eller feil justert. Dersom børsten ikke berører sagtannmellomrommene tilstrekkelig, blir ikke nødvendig fjerning av spon tilstrekkelig utført. Fører til : Levetiden til sagbladet blir sterkt redusert. Sagtenner blir knekt av. Utilfredstillende skjæring. Dårlig kvalitet på skjæreflaten. Bytting av sponbørste. Maskinen slåes av og sikres mot uforutsett oppstart. Åpne beskyttelsesdeksel ved drivhjulet. Løsne skrue A Vri børsten bort fra sagbladbåndet ved hjelp av håndtak D Fjern festemutter C ( ved hjelp av å bruke en andre fastnøkkel for å holde igjen ) Fjern børsten. Den nye børsten monteres i motsatt rekkefølge. Justering av børsten ( se etterfølgende punkt ) Justering av sponbørste. Løsne skru A Vri børsten mot sagbladbåndet ved hjelp av håndtak D, slik at børste endene akkurat når ned i sagtannmellomrommene. Skru fast skru A igjen. 75

77 Automatisk innkjøring av sagblad (opsjon) Denne funksjonen forenkler innkjøring av nytt sagblad for maskinoperatøren. Maskinstyringen vil hele tiden mens innkjøring av nytt sagblad utføres sørge for korrekt innstilling av sagbladmatingen. Når sagbladet er innkjørt, vil sagbladmatingen settes tilbake til standard verdi. Prosedyre for automatisk innkjøring av sagblad: Parameter 17 (se kapittel 4.3.3) må være satt til 1, henholdsvis endre denne til 1. Dette er forutsetning for å kunne aktivere innkjørings funksjon. Dersom parameteren er satt til 0, blir innkjørings funksjon ignorert, altså kutting utføres med innstilt sagbladmatings verdi, som ved et nytt sagblad vil kunne føre til skader på sagtennene. Trykk på tasten F4 (Diag) i hovedmenyen, trykk deretter på tast F3 (MASKIN). Ved å åpne beskyttelsedekslet, vil følgende skjermbilde vises: Straks sagblad driftstiden nullstilles ved hjelp av tast F5 (Del), startes automatikk for automatisk innkjøring av nytt sagblad. Altså fra dette tidspunktet vil styringen anta at sagbladet er nytt og dermed skal innkjøres. Dersom sagbladet ikke skal innkjøres, eksempelvis ved at det er montert et allerede innkjørt sagblad i maskinen, må en enten justere den angitte sagblad driftstiden eller endre parameter 17 til verdi 0. 76

78 4.6 Tilpassing Spenne trykk regulering Ved hjelp av reguleringsventil A kan spennetrykket til stikken og matestikken justeres. Manometer B viser det aktuelle spennetrykket. Spennetrykket må minimum være 20 Bar. Dersom det er innstilt et lavere trykk, kan det ikke utføres noen saging. Tunge fullmaterialer spennes fast med maksimalt trykk, for små skråkutt eller lettmetall og spesielt ved hult / tynt materiale kan en redusere spennetrykket. Oppmerksom : Spenntrykket skal bare reduseres, når flatestyrken til materialet ubetinget forutsetter dette ( styringen tillater dessuten også saging når materialet bare er lett spent fast. Hule rør kan henholdsvis i ekstreme tilfeller bli dradd rundt av sagbladet ). Derfor må en arbeide spesielt forsiktig og med redusert skjæretrykk. Dersom mindre ømfintlig materiale skal sages etterpå, skal spennetrykket deretter økes til 40 Bar. Sag Matingsautomat Utføres på følgende måte : Slå på anlegget ( se kapittel ) Stikke og matestikke spennes. Juster med ventil A inntil spenntrykket er 10 Bar. Åpne stikken og matestikken og legg i materialet. Lukk stikken og matestikken. Øk spenntrykke ved hjelp av ventilen forsiktig, slik at materialet er sikkert fast spent, uten at det blir deformert. Blir materialet deformert, med spennetrykk under 20 Bar, kan ikke materialet sages i maskinen. 77


79 4.6.2 Graveringsfunksjon (nålmarkering) Graveringsfunksjonen fungerer normalt sett uten behov for innvirkning fra maskinoperatøren. Det finnes allikevel 2 tilfeller, hvor maskinoperatøren må gripe inn: Bytte / justering av graveringsnål Justering av kamera Bytte / Justering av graveringsnål Dersom kvaliteten på graveringen / pregebilde blir dårlig, så kan en først prøve å justere på graveringsnål holderen (6-kant S, se bilde ovenfor). Dersom graveringen / pregebilde fremdeles ikke blir tilfredsstillende, kan en utføre ny justering av graveringsnålen: Avslutt automatisk syklus, henholdsvis vent til utførende kutt er ferdig. Klikk på "Stopp syklus (Stop cycle)" ved skjermmenyen til graveringsstyringen, og deretter "Lukk (close)" bekreftelsemeldingen. Kjør utmatingsstikken bort fra sagmaskinen (min. 390 mm). Løsne låseskru K (se bilde ovenfor), og trekk graveringshodet ca. 4 cm bakover. Spenn fast en firkantstav på 40 x 40 mm i maskinstikken og utmatingsstikken. Velg punktet "Juster nål (Adjust pin)", og angi operatør passord. 78
. Stram så til igjen låseskruen.")

80 Følg anvisning på skjermen. Klikk på "Start syklus". Graveringsenhet kjøres til justeringsposisjon. Skyv graveringshodet forsiktig fremover, inntil graveringsnålen berører firkantstaven (Fabrikk innstilling: Graveringshode jevnt med holder). Stram så til igjen låseskruen. Klikk en gang til, og graveringsenhet kjøres til parkeringsposisjon. Klikk OK. Dersom graveringsmønsteret fremdeles ikke er noe bedre, må graveringsnålen byttes. Benytt bare original graveringsnål. Deretter er det nødvendig å utføre en fullstendig ny innjustering av graveringsenheten: Lengde 105 mm, nålspissvinkel 120. Kjør graveringsenhet til justeringsposisjon (som beskrevet ovenfor, bare uten materiale). Løsne låseskruen ved graveringshode holderen (6-kant S, se bilde ovenfor), bytt graveringsnål og fest deretter holderen igjen. Justering av kamera Først, som beskrevet ved bytte / justering av graveringsnål, plasseres i stede for firkantstaven på 40 x 40 mm nå en rund materialstav i stikkene. Fastslå materialets diameter, og informer serviceteknikeren om dette diameter målet. Start programmet DMR210 (ikon er plassert på Windows skrivebord) Klikk på valgfelt "Koble til (Connect)". Klikk deretter på "Juster kamera (adj. camera)" Klikk på "Start syklus (start cycle)". Graveringsenheten vil da utføre en test gravering / markering. Klikk på "Start live". 79

81 Juster kameraet mekanisk, inntil det allerede graverte Datamatrise mønsteret vises omtrent i midten av skjermvinduet "Kamera bilde (camera image)". Klikk på "Stopp live". Programmet avsluttes deretter ved å klikke på øverst i høyre hjørnet på programvinduet. "Bruker infromasjon" kvitteres med OK. Graveringsenhet vil deretter kjøre tilbake til parkleringsposisjon. Klikk på "Lukk (close)" Start deretter automatisk drift igjen. Tabell over merkefiler i forhold til rør og tegnstørrelse Fil Navn Rør diameter Ø Data matrise dim Tegn dim nrp mm 3,8 * 3,8 2,5 mm nrp mm 3,8 * 3,8 3,0 mm nrp mm 3,8 * 3,8 3,0 mm nrp mm 3,8 * 3,8 3,0 mm nrp mm 10 * 10 4,0 mm nrp mm 10 * 10 4,0 mm nrp mm 10 * 10 4,0 mm nrp mm 10 * 10 4,0 mm nrp mm 10 * 10 5,0 mm nrp mm 10 * 10 5,0 mm nrp mm 10 * 10 5,0 mm nrp mm & større 10 * 10 5,0 mm 80

82 4.7 Montering av materiale og start av maskinen Oppmerksom : Les bruksanvisningen før oppstart av maskinen! Følg sikkerhetsinstruksjonene! Før saging må alt sikkerhetsutstyr være funksjonsmessig i orden og på plass. Påfyll materiale i riktig rekkefølge ved tverrtransportørene. Alle nødvendige tilpasninger i henhold til kapittel 4.4 må være utført. Forstått kapittel 4.3 og være klargjort til bruk. Sørge for at alle uvedkommende personer vises bort fra område rundt maskinen. Kontroller at ingen oppholder seg innenfor lysport sikkerhetsområdet når du trykker kvitterings tasten. Et enkelt kutt. Oppmerksom : Maskinen kan skades dersom en utfører hurtig senking av sagbladet ned i materialet på grunn av at det er oppgitt ukorrekte verdier med hensyn til material høyde og bredde ved utførelse av enkelt kutt (se skjermbilde nedenfor). Kontroller alltid før utførelse av enkelt kutt at korrekt verdi for materiale bredde og høyde er angitt! Angi under "Skal-verdi (soll)" korrekt materialbredde og høyde, og bekreft disse verdiene ved hjelp av tasten Enter Materialbredde Materialhøyde Hold tasten Grunn Posisjon trykket inntil stikken og matingsstikken er helt åpne, og sagbuen er i øverste posisjon. Legg i ønsket arbeidsmateriale. Sagsyklus startes ved å trykke på Start sagsyklus : o Sagmotor blir slått på, horisontal og vertikale spenne stikker spennes. o Sagbladet senkes med hurtig sagbladmating. Rett før sagbladet når materialet blir det automatisk byttet til normal drifts sagbladmating. Etter at materialet er kuttet av, slåes sagblad drift av, spenne stikkene åpner. Sagbuen heves til øverste posisjon, utgangsposisjon. Avbryte. Ved å trykke tasten STOPP, avbrytes skjæringen øyeblikkelig. * Se kapittel 4.3 for betjenings veiledning. 81
83 Automatisk drift. Plasser materiale på innmatings rullebanen. Kontroller at ikke materiale bryter området til materiale registrerings lysporten ved matestikken. Bruk betjeningspanelet, og last inn program som ønskes utført. Trykk på tasten "Automatisk START". Materialet blir kjørt frem mot sagen ved hjelp av innmatings rullebanen, slik at matestikken kan ta over. Matestikken låser materialet, og skyver det frem til lysporten, slik at fremkanten til materialet registreres. Avhengig om det er valgt forkutt eller ikke (med / uten forkutt), blir material fremkanten saget, eller matet frem slik at det neste kuttet blir et godkjent material delstykke. Det ferdig kuttede materialstykkene / avkappet blir deretter matet ut til programmert utmatings posisjon. Dersom den materialstaven som skal kuttes er for kort, altså bakenden kan ikke registreres av lysporten, må materialstaven mates inn manuelt. Det vil da fremkomme spørsmål i skjermen hvor en må angi lengden til materialstaven. Dersom materialstaven er oppbrukt før programsetningen er ferdig utført, vil en få melding om dette i skjermen. Deretter må en trykke tasten "UTGANGSPOSISJON matestikke til utgangsposisjon" inntil matestikken har posisjonert seg i bakre posisjon. Plasser så en ny materialstav på innmatingsrullebanen, og trykk deretter tasten "Automatisk START". Maskinen vil da øyeblikkelig forsette med videre prosessering. Avbryte. Med tasten Automatisk STOPP avbrytes programmet etter at kuttet som er under utføring er ferdig. 82
84 Material Bunt (lag) ( Opsjon ) Hold tasten UTGANGSPOSISJON sag trykket inntil stikken og matingsstikken er helt åpne, og sagbuen er i øverste posisjon. Hold tasten UTGANGSPOSISJON matestikke trykket inntil matingsautomaten har flyttet seg til helt bakover. Velg funksjonen bunt i parameterlisten. Legg i materialstabelen. Endene til fremre kant av materialstavene må stikke ut med samme lengde. Angi så tilhørende buntfaktor i programmet. Trykk tasten Automatisk START. Horisontalspenne stikken låser seg, og fremførings valsene fører stavene langsomt fremover. Ved maskinen uten fremdrift på fremførings valsene, må stavene skyves frem mot de låsende spennesidestøttene. o Er det i lagte materialestavene for korte, slik at den bakerste enden ikke kan registreres av lysporten. Da må lengden til den lengste materialstaven tastes inn. Det vil fremkomme et forklarende spørsmål i skjermen. Tast inn materialstavlengden og bekreft med bekrefte tasten (Enter). o Finn ut differansen X, lengden mellom lengste og korteste materialstav. Bytt til parametermeny, og legg til verdien av X til den forhåndsinnstilte verdien ( fabrikkinnstilling : mm ) parameter R6 ( Min. matestikke gripelengde ). Oppmerksom : Maskinen kan bli skadet, når matestikken skyver frem materiale uten å få fast grep på materialet. Når en sager lagbuntet materialet må styringen bestandig få inntastet stavlengde differansen ( Lysporten registrerer bare den lengste materialstaven. Styringen vet da derfor ikke om noen av materialstavene er kortere i en lagbunt ). Er alle materialstav fremkant endene i samme lengde, trykk så på ny tasten Automatisk START. Maskinen utfører den automatiske identifiseringen av materialstav fremkant endene, og begynner å prosessere det programmerte programmet. 83
85 5. Smøre- og vedlikeholds- anvisninger Advarsel : Før utførelse av etterfølgende arbeid, må hovedstrømbryteren til maskinen slås av. Det skal sørge for at ingen slår på maskinen når det utføres vedlikeholds- og tilsyns- arbeid på maskinen. Daglig. Maskinen, spesielt sagbladbåndvalsene, styringene og området rundt sagbladbåndet, må rengjøres for spon ; til dette brukes en rensekost. For å fjerne skitt eller fastklebet spon kan en bruke 3 % Cutol-Emulisjon. Anvisning : Ved bruk av andre rengjøringsmidler må en forsikre seg om at dette ikke reagerer med lakkeringen, likeledes gummi og kunststoff deler. Annet rengjøringsmiddel må ikke komme i kontakt med kjølemiddelvæsken! Oppmerksom : Ikke under noen omstendighet kan trykkluft brukes for å rengjøre maskinen. Omflygende spon kan forårsake kropps skader likeledes funksjonsskader på maskinen f.eks. ved styringen, pakninger eller andre funksjonsskader. Kontroll av sponbørste ( jamfør kapittel ) Kontroller kjølevæske nivået. Ved behov for etterfylling av kjølevæske, kontroller at all kjølevæske har drenert tilbake til kjølevæskebeholderen. Dersom dette ikke er tilfelle, må nivå ikke fylles høyere en til under kanten av nivå måleglasset. Dette fordi at det ikke skal oppstå overflyt av beholderen når maskinen settes i stillstands. Kontroller at refleksfoliene ved lysportene er rengjort ( ved blekk A på bilde i kapittel og ved vertikalstikken ). Rengjøres med en oljefri klut. Kontroller at refleksfoliene ved lysporten til matestikken er rengjort. Rengjøres med en oljefri klut. Anvisning : Maskinen kan bli skadet dersom refleksfolien er skitten. F.eks. Funksjons forløpet kan bli forringet. Styringen klarer f.eks ikke å identifisere nederste stopp til sagbuen, og båndstyringene kjøres f.eks dermed ned i arbeidsflatebordet. Ukentlig. Kontroller hydraulikkolje nivået : Nivået må ligge mellom begge markeringene til peilestaven som befinner seg på tankpåfyllings lukkepluggen. Anvisning : Hydraulikk systemet er ytterst ømfintlig med hensyn til forurensing. Ved alt arbeid med det hydrauliske systemet må en derfor utøve svært renslighet. 84

86 Etter de 2 første månedene. ( En gangs utførelse ) Bytte av hydraulikk olje og filter ; Fyllmengde : KBR Ca 30 liter. KBR 460 / Ca. 60 liter. Anvisning : Oljen utvider seg ved oppvarming. Ikke overfyll hydraulikk olje tanken, ellers vil hydraulikk olje bli presset ut igjen. Skru ut skru A og dra ut hydraulikk tanken. Sett en egnet beholder under hydraulikktanken og skru ut avtappingsskruen B. Skru av filterhuset F, fjern det gamle filteret, og rengjør filterhuset. Monter det nye filteret. Når hydraulikkoljen er avtappet, skru inn igjen og fest avtappingsskruen ( henholdsvis med en ny pakning ) Åpne påfyllingsrøret E og fyll på ny hydraulikk olje ( se smøremiddel tabell ) Lukk så påfyllingsrøret Årlig. *) Bytting av hydraulikk olje og oljefilter ( se foregående punkt ) Rengjør først alle smørenippler, også bruk en fettpresse for å påføre smøring. OPPMERKSOM: Smørenippelen ved stramme sagbladhjulet må ikke smøres for mye, ettersom dette kan føre til skade på lagerpakning. Etter oppsmøring skal det respektive utstyret kjøres i hele sitt bevegelse område. *) Ved svært belastende driftsforhold utføres smøreprosedyren oftere ( f.eks ved 3 arbeidsskift drift, ekstreme forurensninger osv.). 85
.")
87 Hvert 3. år. Bytting av girolje; Fyllmengde : KBR 371 : Ca. 11,5 liter. KBR 460/550 : Ca liter. Viktig : Girolje er i kald tilstand lite samarbeidsvillig. Det er derfor best å utføre bytte av girolje når maskinen er varm ( f. eks. ved arbeidsslutt ). Fordeler : Avslitt ( spongrus ) og slamm er fortsatt i omløpet og blir avtappet i lag med den tyntflytende giroljen. Giroljen renner raskere av. Videre skru ut girolje påfyllingsskruen A. ( Oljen renner da raskere av ) Plasser en egnet beholder under og skru ut olje avtapningsskruen B; Oljen renner av. Når giroljen er avtappet, skrues avtapnings skruen på plass igjen og festes. Fyll på girolje i henhold til Typeskilt C ( her CLPPG 460 ) (KBR 460 / 550, se tabell). Skru på plass påfyllingsskruen og fest den. Anvisning : Luft i drivverket dreneres ved oppvarming. Oljepåfyllingsskruen er utstyrt med lufteventil slik at det ikke skal opparbeide seg overtrykk. Oljepåfyllingsskruen skal ikke byttes ut med en uoriginal skrue, dette kan føre til at olje blir presset ut ved pakninger og pakningsflater. Smørestoff Tabell. Girolje CLP 220 Hydraulikk Olje H-LP 46 Smøre Olje CGL 68 Fett K 2 K-20 CASTROL Alpha SP 220 Hyspin AWS Magnaglide D68 Spheerol AP 2 ESSO Spartan EP 220 Nuto H Febis K Multi purpose gr SHELL Omala Oel 220 Tellus Oel Tonna T Alvania R 2 ELF Elf Olna ELF Movixa Elf Multi 2 KLÜBER Klüberoil GEM Lamora HLP 46 Lamora D 68 Centoplex MOBIL Mobilgear 630 ARAL Degol BG 220 De angitte hydraulikk oljene er tilfredstillende for de fleste klimasonene. For tropiske eller arktiske klimasoner må tilsvarende tykkere eller tynnere olje benyttes. Rekkefølgen til de ovennevnte produsentene betyr ingen kvalitets forskjell, likeverdig olje og smørestoffer kan også benyttes. Smørestoff betegnelsene er gyldig i Tyskland, i andre land kan produsenten anvende andre handelsnavn på olje produktene. 86
88 6. Teknisk dokumentasjon 6.1 Generelle henvisninger Den tekniske dokumentasjonen inneholder konstruksjonstegninger for nærmere angivelser, som er nødvendig ved identifisering og bytting av deler på grunn av slitasje eller ved reparasjon av maskinen. Sagen og dens tilleggsutstyr er testet og kontrollert med originale deler og tilbehør fra Kaltenbach. For at Garantien skal være gyldig, forutsettes det utelukkende bare bruk av originale Kaltenbach deler, verktøy og skjærevæsker. Kaltenbach fra skriver seg et hvert ansvar dersom det anvendes andre produkter og verktøy. Derfor anbefaler vi ved utskifting av deler at det utelukkende bare brukes Kaltenbach Originale Byttedeler. Oppmerksom : Ved bruk av uoriginale deler kan drift sikkerheten til maskinen bli redusert. Ved bestilling av byttedeler, vennligst oppgi : Maskin Type. Maskin Nummer. Nummeret til Byttedelbladet ( Nederst til venstre ). Posisjons Nummer. Beskrivelse av delen. Bestillings Nummer til delen. Ønsket Transportør. ( f.eks. KB 380 NA ) ( f.eks ) ( f.eks. DD ) ( f.eks. 3 ) ( f.eks. Styringssøyle ) ( f.eks eller M ) ( f.eks. Tollpost ) 87
89 6.2 Sagblad Generelt Produsenter av sagblad gir for det fleste anvendelsesområdene konkrete anbefalinger med hensyn til skjærestoff, tannform og tanning. Ved valg av sagblad anbefales det at en tar hensyn til produsentenes anbefalinger. For å få en bedre oversikt, skal Dere her allikevel få et kort sammendrag over dagens sagbladstandarder : Materiale. Spesial Stål. Bi-Metall. Hardmetall-legerte. I de fleste tilfellene vil en av økonomiske hensyn bruke Bi-Metall sagblad : Fjærstål ( variabel belastbar ) Elektronstål Sveising HSS-Materiale for tannspisser Tannform. Standardtann ( også kalt normaltann ) o Universal bruksområde : Rør, Profiler, Fullmateriale med små eller middels diameter. Klotann ( også kalt kroktann ) o For store diametre, også for materiale som er seigt ( mjukt ) og gir langspon. Tanning. Det forårsaker at skjærebredden blir noe bredere ettersom båndet ikke klemmer disse sammen. Type i henhold til hvert enkelt bruksområde. Noen eksempler på forskjellige tannformer og tanninger. 88
90 Tann inndeling. Ved metallsagbladbånd blir det oppgitt inndeling i tpi ( teeth per inch ) = ZpZ ( Tenner pr. område ) ( 1 inch = 1 område = 25,4 mm ). Ved valg av et sagblad blir inndelingen hovedsaklig bestemt igjennom skjærelengden, og i andre rekke igjennom materialtype. Generelt gjeldene. Store skjærelengder krever en grov tann inndeling, og dermed blir ikke sponmellomrommene overfylt ( overfylte sponmellomrom kan føre til at tenner brytes av ) Små skjærelengder trenger en finere tann inndeling, ettersom tennene ellers hekter seg i materialet. Dermed blir driften mer økonomisk, når flere tenner skjærer samtidig. Grunnregel for optimalt antall skjærende tenner : Sponbarhet Lett Hard Minimum 3 6 Optimal Maksimum Eksempel : Automatstål Ø 75 mm 3 områder. Lett sponbar, 6 12 tenner i skjæring, fører til passende inndeling : 6 til 12 3 = 2 til 4 tpi En velger altså et sagblad med inndeling mellom 2 og 4 tpi. Formel for ideell inndeling : Full Materiale t = Rør henholdsvis Profiler t = 254 D 254 ((D-s)*s) + s Her betyr : t = Inndeling i tpi s = Veggtykkelse i mm D = Største skjærelengde i mm ( = Diameter med rundmaterialet henholdsvis materialebredde ved profilstaver. Sagbladbånd med variabel tanning benyttes tilsvarende. Ved dette er to påfølgende sagbladbånd inndelingsklasser forenet. Med dette kompromisset utvides bruksområde betraktelig. 89
91 6.2.2 Behandling av sagbladbånd Innkjøring. Nye eller nyslipte sagbladbånd skal innkjøres for å oppnå økt skjærenøyaktighet og holdbarhet. Dette har følgende fordeler : Høyere nøyaktighet ved kuttet. Færre avbrudd på grunn av bytting av sagbladbånd. På lengre sikt fører dette til kortere produksjonstid vedrørende ferdig prosesserte enheter. Lavere verktøy kostnader. Prosedyre. De første 300 cm 2 tverrsnittflatene ved hard materiale henholdsvis 600 cm 2 ved bløt materiale skal sages på følgende måte : Sagbladbånd hastighet : Normal Skjæretrykk settes til praktisk null ( Reguler skjæretrykket til halvparten ) Materialet blir langsomt kuttet. Etterpå kan skjæretrykket økes til normal verdi. Sveising. Horisontalbåndsagemaskiner stiller høye krav til sagbladbåndene. Sveising av sagbladbåndet selv anbefales bare dersom det utføres fagmessig riktig og med bruk av nødvendig utstyr ( tilstrekkelig kraftig og elektronisk temperatur regulerbar sveisemaskin ). 90
92 6.2.3 Anbefalinger med hensyn til tann inndeling og sagbladbåndhastighet Dette bygger på erfaringsverdier fra mange års praksis. Etter bruksområde kan det allikevel være nødvendig med en ubetydelig endring. Ved sagbladbåndhastighet verdiene gjelder de lav verdiene for materialet med store skjærelengder, og de høye verdiene for materiale med små skjærelengder. Materialgruppe Materiale Tann inndeling (tpi) Med skjærelengde (mm) Sagbladbåndhastighet (m/min); Bi-Metall Byggestål Blandingsstål St37 / St St50 / St C10 / C NiCr NiCrMo MnCr Nitrierstål 34 CrAl Automatstål 9 S Erstatningsstål Rust og syre bestandig stål Støpestål Støpejern C 35 / Ck Mn NiCr CrNiMo CrMo X 5 CrNi X 10 CrNiMoTi GS GS GG GG GTW GTS GGG Titan Kobber KE-Cu
93 Materialgruppe Materiale Tann inndeling (tpi) Med skjærelengde (mm) Sagbladbåndhastighet (m/min); Bi-Metall Messing CuZn CuZn 40 Pb CuZn 31 Si Bronse Tinnbronse CuSn G-CuSn Rødstål G-CuSn 5 ZnPb G-CuSn 10 Zn Al-Bronse CuAl CuAl 8 Fe G-CuAl 10 Fe AMPCO AMPCO Blybronse G-CuPb Tinn-blybronse G-CuPb 15 Sn Ren Aluminium Al-Blandings Legeringer Al-Stål Legeringer Al AlMg AlMg 2 Nm AlMgSi G-AlSi 6 Cu G-AlSi G-AlMG G-AlCu 4 Ti Sagbladbåndhastigheten gjelder for sagbladbåndene. Ved enkelte maskintyper og utførelser kan det vise seg at disse beregningene er utenfor område. 92
94 6.3 Mekaniske reservedeler 93
95 94
96 95
97 96
98 97
99 98
100 99
101 100
102 101
103 102
104 103
105 104
106 105
107 106
108 107
109 108
110 109
111 110
112 111
113 112
114 113
115 114
116 115
117 116
118 117
119 118
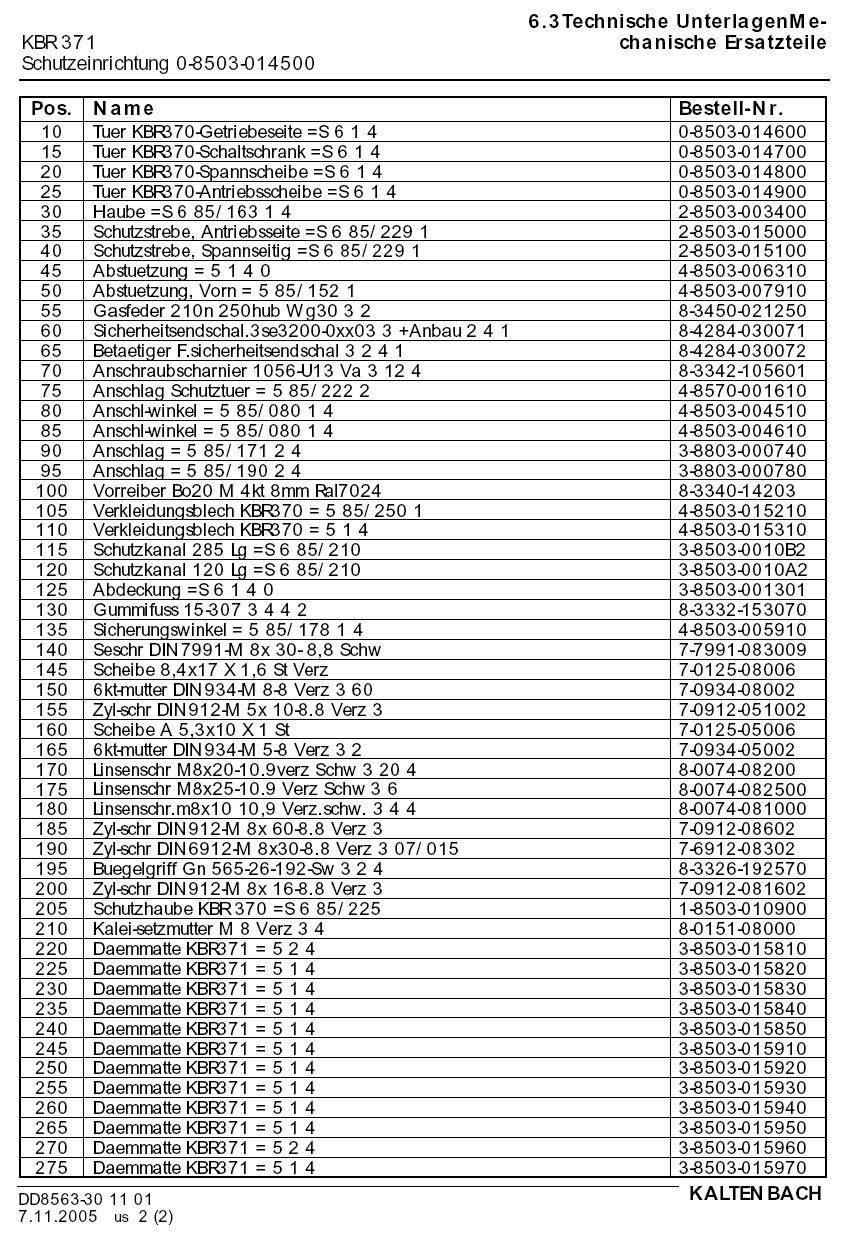
120 119
INNHOLDSFORTEGNELSE.
 INNHOLDSFORTEGNELSE. 1. Beskrivelse av betjeningspanel.... 2 1.1 Funksjoner... 2 1.2 Beskrivelse av funksjoner... 2 1.3 Betjenings funksjons parametere.... 5 1.3.2 Sagblad hastighet....5 1.3.3 Kjølevæske
INNHOLDSFORTEGNELSE. 1. Beskrivelse av betjeningspanel.... 2 1.1 Funksjoner... 2 1.2 Beskrivelse av funksjoner... 2 1.3 Betjenings funksjons parametere.... 5 1.3.2 Sagblad hastighet....5 1.3.3 Kjølevæske
Innholdsfortegnelse. 0. Generelle Sikkerhetsinstrukser... 3
 Innholdsfortegnelse 0. Generelle Sikkerhetsinstrukser... 3 1. Informasjon om maskinen... 5 1.1 Innledning... 5 1.1.1 Kjennetegn ved maskinen... 5 1.1.2 Matings- og prosesserings- muligheter... 7 1.2 Tekniske
Innholdsfortegnelse 0. Generelle Sikkerhetsinstrukser... 3 1. Informasjon om maskinen... 5 1.1 Innledning... 5 1.1.1 Kjennetegn ved maskinen... 5 1.1.2 Matings- og prosesserings- muligheter... 7 1.2 Tekniske
Samsvarserklæring... 3. 0. Generelle Sikkerhetsinstrukser... 4
 Innholdsfortegnelse Samsvarserklæring... 3 0. Generelle Sikkerhetsinstrukser... 4 1. Informasjon om maskinen... 6 1.1 Innledning... 6 1.1.2 Matings- og prosesserings- muligheter... 6 1.2 Tekniske Data...
Innholdsfortegnelse Samsvarserklæring... 3 0. Generelle Sikkerhetsinstrukser... 4 1. Informasjon om maskinen... 6 1.1 Innledning... 6 1.1.2 Matings- og prosesserings- muligheter... 6 1.2 Tekniske Data...
BRUKSANVISNING KBS 620 DG. Maskin Nr. :...
 BRUKSANVISNING KBS 620 DG Maskin Nr. :... Innhold Innholdsfortegnelse 0 Generelle Sikkerhetsinstrukser. 3 1 Informasjon om maskinen. 5 1.1 Innledning. 5 1.2 Tekniske data. 6 1.3 Bilde av maskinen. 8 1.4
BRUKSANVISNING KBS 620 DG Maskin Nr. :... Innhold Innholdsfortegnelse 0 Generelle Sikkerhetsinstrukser. 3 1 Informasjon om maskinen. 5 1.1 Innledning. 5 1.2 Tekniske data. 6 1.3 Bilde av maskinen. 8 1.4
ENC - 100. ENKEL AKSE og KLIPPE LENGDE KONTROLLER for PLATESAKSER
 ENC - 100 ENKEL AKSE og KLIPPE LENGDE KONTROLLER for PLATESAKSER 1. GENERELLE SPESIFIKASJONER Membran tastatur med lang levetid. Klart og lett lesbart display. Viser hver av de 6 sifrene for aktuell og
ENC - 100 ENKEL AKSE og KLIPPE LENGDE KONTROLLER for PLATESAKSER 1. GENERELLE SPESIFIKASJONER Membran tastatur med lang levetid. Klart og lett lesbart display. Viser hver av de 6 sifrene for aktuell og
KKS 401 NA DRNC. Innholdsfortegnelse
 Innholdsfortegnelse 0. Generelle Sikkerhetsinstrukser... 3 1. Informasjon om maskinen... 4 1.1 Maskinens egenskaper... 4 1.2 Matings- og prosesserings- muligheter... 5 1.3 Tekniske Data... 6 1.3.1 Sag
Innholdsfortegnelse 0. Generelle Sikkerhetsinstrukser... 3 1. Informasjon om maskinen... 4 1.1 Maskinens egenskaper... 4 1.2 Matings- og prosesserings- muligheter... 5 1.3 Tekniske Data... 6 1.3.1 Sag
NORSK Bruksanvisning SCHRÖDER POS400T
 NORSK Bruksanvisning SCHRÖDER POS400T Oversikt av styringspanel og programmering. Display visning: ❶ P = stk teller, E = Slutt, F = error nummer, Parameter (a, b, c, o, 1, 2, E, u) ❷ Lengde anslag ❸ Vinkel
NORSK Bruksanvisning SCHRÖDER POS400T Oversikt av styringspanel og programmering. Display visning: ❶ P = stk teller, E = Slutt, F = error nummer, Parameter (a, b, c, o, 1, 2, E, u) ❷ Lengde anslag ❸ Vinkel
Innhold KAPITTEL 1 - KONTROLL PANEL... 2
 Innhold KAPITTEL 1 - KONTROLL PANEL... 2 KAPITTEL 2 - START MASKINEN, HOVED MENY... 5 2.1 START MASKINEN...5 2.2 HOVED MENY...6 2.3 MENY "MANUELL"...7 2.4 MENY "MANUELL - FREMFØRINGS RULLER" -OPPSJON...9
Innhold KAPITTEL 1 - KONTROLL PANEL... 2 KAPITTEL 2 - START MASKINEN, HOVED MENY... 5 2.1 START MASKINEN...5 2.2 HOVED MENY...6 2.3 MENY "MANUELL"...7 2.4 MENY "MANUELL - FREMFØRINGS RULLER" -OPPSJON...9
Drift og installasjons veiledning MT10 Styring for 4" pumper
 Drift og installasjons veiledning MT10 Styring for 4" pumper NRF nr. 9038034 Varenr. 3000130 Rev.02 Sikkerhetsinstruksjon Installasjon og drift av roterende maskiner og apparater kan ved feil bruk og håndtering
Drift og installasjons veiledning MT10 Styring for 4" pumper NRF nr. 9038034 Varenr. 3000130 Rev.02 Sikkerhetsinstruksjon Installasjon og drift av roterende maskiner og apparater kan ved feil bruk og håndtering
Innholdsfortegnelse. 1. Samsvarserklæring... 3
 Innholdsfortegnelse 1. Samsvarserklæring... 3 2. Sikkerhetsinstruksjoner... 4 2.1 Generelt... 4 2.2 Transport... 4 2.3 Plassering og montering... 4 2.4 Betjening og drift av maskinen... 5 2.5 Bytte av
Innholdsfortegnelse 1. Samsvarserklæring... 3 2. Sikkerhetsinstruksjoner... 4 2.1 Generelt... 4 2.2 Transport... 4 2.3 Plassering og montering... 4 2.4 Betjening og drift av maskinen... 5 2.5 Bytte av
Drift og installasjons veiledning DB3 Pumpdrive
 Drift og installasjons veiledning DB3 Pumpdrive 1 Sikkerhetsinstruksjon Installasjon og drift av roterende maskiner og apparater kan ved feil bruk og håndtering kan gi omfattende person og materialskader.
Drift og installasjons veiledning DB3 Pumpdrive 1 Sikkerhetsinstruksjon Installasjon og drift av roterende maskiner og apparater kan ved feil bruk og håndtering kan gi omfattende person og materialskader.
Innholdsfortegnelse. 0. Generelle Sikkerhetsinstrukser... 3
 Innholdsfortegnelse 0. Generelle Sikkerhetsinstrukser... 3 1. Informasjon om maskinen... 4 1.1 Innledning... 4 1.1.1 Kjennetegn ved maskinen... 4 1.1.2 Matings- og prosesserings- muligheter... 5 1.2 Tekniske
Innholdsfortegnelse 0. Generelle Sikkerhetsinstrukser... 3 1. Informasjon om maskinen... 4 1.1 Innledning... 4 1.1.1 Kjennetegn ved maskinen... 4 1.1.2 Matings- og prosesserings- muligheter... 5 1.2 Tekniske
EC-Styring med "Magelis" berøringsskjerm. 1. Oppstart og initialisering av maskin... 2
 Innhold 1. Oppstart og initialisering av maskin... 2 2. Drift av maskinen... 3 2.1 Beskrivelse av hovedmeny...3 2.2 Endre program...4 2.3 Opprette et program - eksempel på programmering av en profil...5
Innhold 1. Oppstart og initialisering av maskin... 2 2. Drift av maskinen... 3 2.1 Beskrivelse av hovedmeny...3 2.2 Endre program...4 2.3 Opprette et program - eksempel på programmering av en profil...5
BÅNDSAG HBA 500 S GLR
 Innhold 1. Sikkerhet... 2 1.1 Generelle sikkerhetsinstruksjoner...2 1.2 Fare ved maskinen...3 1.3 Bruksområde for maskinen...3 1.4 Støynivå...3 1.5 Benyttede sikkerhets standarder ved konstruksjon av maskinen...4
Innhold 1. Sikkerhet... 2 1.1 Generelle sikkerhetsinstruksjoner...2 1.2 Fare ved maskinen...3 1.3 Bruksområde for maskinen...3 1.4 Støynivå...3 1.5 Benyttede sikkerhets standarder ved konstruksjon av maskinen...4
Bruksanvisning. for. Vippebadekar Medicare K1, K2 og K3
 Bruksanvisning for Vippebadekar Medicare K1, K2 og K3 Innhold Sikkerhetsråd... 3 Bruksområde... 3 Regler og forskrifter... 3 CE-merke/klassifisering... 3 Garanti... 3 Hvis det oppstår skade ved levering...
Bruksanvisning for Vippebadekar Medicare K1, K2 og K3 Innhold Sikkerhetsråd... 3 Bruksområde... 3 Regler og forskrifter... 3 CE-merke/klassifisering... 3 Garanti... 3 Hvis det oppstår skade ved levering...
Innhold STYRING CFP - 120
 Innhold 1. Styring... 3 1.1 Bruksanvisning versjon...3 1.2 Beskrivelse av symbol benyttet i bruksanvisningen...3 1.3 Innledning...3 1.4 Beskrivelse av tekniske egenskaper...4 2. Betjening av maskin...
Innhold 1. Styring... 3 1.1 Bruksanvisning versjon...3 1.2 Beskrivelse av symbol benyttet i bruksanvisningen...3 1.3 Innledning...3 1.4 Beskrivelse av tekniske egenskaper...4 2. Betjening av maskin...
BRUKERMANUAL. SafePoint D42. Rev1 - NO LOOMIS NORGE AS. 1 av 13
 BRUKERMANUAL SafePoint D42 Rev1 - NO20171106 1 av 13 1 av 13 INNHOLDSFORTEGNELSE SafePoint D42 INDEKS 1 - Sikkerhetsforskrifter 1-3 2 - Beskrivelse 4-5 3 - Brukere / Deponering 6-7 4 - Håndtering ved seddelkrøll
BRUKERMANUAL SafePoint D42 Rev1 - NO20171106 1 av 13 1 av 13 INNHOLDSFORTEGNELSE SafePoint D42 INDEKS 1 - Sikkerhetsforskrifter 1-3 2 - Beskrivelse 4-5 3 - Brukere / Deponering 6-7 4 - Håndtering ved seddelkrøll
Båndsag Ergonomic 290.250 DGA med Siemens Styring. Serviceinformasjon
 Serviceinformasjon Ved tekniske problemer eller behov for bestilling av reservedeler, vennligst ta kontakt med: P. Meidell AS Stålfjæra 16, Kalbakken 0975 OSLO Tlf : 22 20 20 25 Faks : 22 82 14 01 Web
Serviceinformasjon Ved tekniske problemer eller behov for bestilling av reservedeler, vennligst ta kontakt med: P. Meidell AS Stålfjæra 16, Kalbakken 0975 OSLO Tlf : 22 20 20 25 Faks : 22 82 14 01 Web
BRUKSANVISNING SLANGEPRESSE H47
 BRUKSANVISNING SLANGEPRESSE H47 AKSEPTANSERKLÆRING FOR MOTTAK AV MASKINEN 1. Vi bekrefter at maskinen er levert i god stand, og hvis montert, med flyttbar beskyttelse montert. 2. Vi bekrefter at maskinen
BRUKSANVISNING SLANGEPRESSE H47 AKSEPTANSERKLÆRING FOR MOTTAK AV MASKINEN 1. Vi bekrefter at maskinen er levert i god stand, og hvis montert, med flyttbar beskyttelse montert. 2. Vi bekrefter at maskinen
Bruksanvisning for Bistrot Snack 434 og 464
 Bruksanvisning for Bistrot Snack 434 og 464 FUNKSJON DISPLAY 1 ON/OFF AV/PÅ TAST Trykk og hold tasten inne i noen sekunder for å slå PÅ eller AV ovnen. 2 START/STOP TAST Trykk for START eller STOPP av
Bruksanvisning for Bistrot Snack 434 og 464 FUNKSJON DISPLAY 1 ON/OFF AV/PÅ TAST Trykk og hold tasten inne i noen sekunder for å slå PÅ eller AV ovnen. 2 START/STOP TAST Trykk for START eller STOPP av
Brukerveiledning Rev. 3, 22.10.2008
 Brukerveiledning Rev. 3, 22.10.2008 Rev 3, 221008 Side 1 INNHOLDSFORTEGNELSE: UTPAKKING OG MONTERING 3 ELEKTRISK TILKOBLING 3 OPPSTART 4 JUSTERING AV SLAGLENGDE (OPSJON) 5 DAGLIG DRIFT 6 START OG BRUK
Brukerveiledning Rev. 3, 22.10.2008 Rev 3, 221008 Side 1 INNHOLDSFORTEGNELSE: UTPAKKING OG MONTERING 3 ELEKTRISK TILKOBLING 3 OPPSTART 4 JUSTERING AV SLAGLENGDE (OPSJON) 5 DAGLIG DRIFT 6 START OG BRUK
MONTERINGS- OG BRUKSANVISNING FOR GARASJEPORTÅPNER
 MONTERINGS- OG BRUKSANVISNING FOR GARASJEPORTÅPNER Vennligst les denne manualen nøye før du installerer Innhold A. Deleliste.. 2 B. Funksjoner.. 3 C. Montering.. 4 D. Fjernkontroll og design.. 7 E. Programmering..
MONTERINGS- OG BRUKSANVISNING FOR GARASJEPORTÅPNER Vennligst les denne manualen nøye før du installerer Innhold A. Deleliste.. 2 B. Funksjoner.. 3 C. Montering.. 4 D. Fjernkontroll og design.. 7 E. Programmering..
Brukermanual TS 1000. Versjon 5.05. Oktober 2012
 Brukermanual TS 1000 Versjon 5.05 Oktober 2012 Innhold 1. Daglig bruk av programmet... 3 Logg inn i programmet... 3 Legg inn ny kortbruker... 4 Slette kortbruker... 6 Slette kortbrukergruppe... 7 Endring
Brukermanual TS 1000 Versjon 5.05 Oktober 2012 Innhold 1. Daglig bruk av programmet... 3 Logg inn i programmet... 3 Legg inn ny kortbruker... 4 Slette kortbruker... 6 Slette kortbrukergruppe... 7 Endring
GNBENKER.NO. Montasje-, bruks- og vedlikeholdsanvisning
 GNBENKER.NO Montasje-, bruks- og vedlikeholdsanvisning KJØLEBENKER MODELLER: CDC-Food 8-0-0; CDC-Food 12-0-0; CDC-Food 16-0-0 CDC-Beverages 8-0-0; CDC-Beverages 12-0-0; CDC-Beverages 16-0-0 CDC-Grill 8-0-0;
GNBENKER.NO Montasje-, bruks- og vedlikeholdsanvisning KJØLEBENKER MODELLER: CDC-Food 8-0-0; CDC-Food 12-0-0; CDC-Food 16-0-0 CDC-Beverages 8-0-0; CDC-Beverages 12-0-0; CDC-Beverages 16-0-0 CDC-Grill 8-0-0;
HYDRAULISK GJENGEMASKIN MODELL RHRM 45 D+ 1. Maskinbeskrivelse og bruksområde... 2. 2. Installasjon... 3. 3. Garanti... 3. 4. Feilsøking...
 Innhold 1. Maskinbeskrivelse og bruksområde... 2 2. Installasjon... 3 3. Garanti... 3 4. Feilsøking... 4 5. Sikkerhetsstandarder... 4 6. Girkasse... 5 7. Bruk av multiposisjonshode... 5 8. Bruk av gjenge
Innhold 1. Maskinbeskrivelse og bruksområde... 2 2. Installasjon... 3 3. Garanti... 3 4. Feilsøking... 4 5. Sikkerhetsstandarder... 4 6. Girkasse... 5 7. Bruk av multiposisjonshode... 5 8. Bruk av gjenge
INNHOLDSFORTEGNELSE.
 INNHOLDSFORTEGNELSE. 1. Conformity Certificate (Samsvars erklæring).... 3 2. Test og godkjennings sertifikat... 4 3. Standarder og anbefalinger for maskin operatøren.... 5 3.1 Elektrisk utstyr i henhold
INNHOLDSFORTEGNELSE. 1. Conformity Certificate (Samsvars erklæring).... 3 2. Test og godkjennings sertifikat... 4 3. Standarder og anbefalinger for maskin operatøren.... 5 3.1 Elektrisk utstyr i henhold
MONTERINGSANVISNING TERMLIFT
 MONTERINGSANVISNING TERMLIFT MONTERINGSANVISNING Før du setter i gang. For montering, bruk og vedlikehold av denne motoren pakken på en sikker måte, er det flere forutsetninger som må tas. For sikkerheten
MONTERINGSANVISNING TERMLIFT MONTERINGSANVISNING Før du setter i gang. For montering, bruk og vedlikehold av denne motoren pakken på en sikker måte, er det flere forutsetninger som må tas. For sikkerheten
Båndsag Extend 700.520 A 1500. Serviceinformasjon. Ved tekniske problemer eller behov for bestilling av reservedeler, vennligst ta kontakt med:
 Serviceinformasjon Ved tekniske problemer eller behov for bestilling av reservedeler, vennligst ta kontakt med: P. Meidell AS Stålfjæra 16, Kalbakken 0975 OSLO Tlf : 22 20 20 25 Faks : 22 82 14 01 Web
Serviceinformasjon Ved tekniske problemer eller behov for bestilling av reservedeler, vennligst ta kontakt med: P. Meidell AS Stålfjæra 16, Kalbakken 0975 OSLO Tlf : 22 20 20 25 Faks : 22 82 14 01 Web
TF 18 EL FNO26495. Montering og demontering
 Bruksanvisning TF 18 EL (4,5/9/18 kw) Art.nr: FNO26495 Komplett med luftfordeler. For maksimal sikkerhet, vennligst les sikkerhetsinstruksjonene som følger med hver maskin. Vennligst les gjennom bruksanvisningen
Bruksanvisning TF 18 EL (4,5/9/18 kw) Art.nr: FNO26495 Komplett med luftfordeler. For maksimal sikkerhet, vennligst les sikkerhetsinstruksjonene som følger med hver maskin. Vennligst les gjennom bruksanvisningen
P. Meidell AS Stålfjæra 16, Kalbakken 0975 OSLO
 Service informasjon Dersom det skulle oppstå tekniske problemer eller behov for bestilling av reservedeler, vennligst ta kontakt med: P. Meidell AS Stålfjæra 16, Kalbakken 0975 OSLO Tlf : 22 20 20 25 Faks
Service informasjon Dersom det skulle oppstå tekniske problemer eller behov for bestilling av reservedeler, vennligst ta kontakt med: P. Meidell AS Stålfjæra 16, Kalbakken 0975 OSLO Tlf : 22 20 20 25 Faks
EMKO ENC 310 DOBBEL AKSE KONTROLLER FOR KANTPRESSER.
 EMKO ENC 310 DOBBEL AKSE KONTROLLER FOR KANTPRESSER. BRUKSANVISNING Innholdsfortegnelse 1. Generelle spesifikasjoner...2 2. Beskrivelse av tastatur funksjonene....3 3. Programmering av maskin parametere...4
EMKO ENC 310 DOBBEL AKSE KONTROLLER FOR KANTPRESSER. BRUKSANVISNING Innholdsfortegnelse 1. Generelle spesifikasjoner...2 2. Beskrivelse av tastatur funksjonene....3 3. Programmering av maskin parametere...4
BRUKSANVISNING SORTLANDSMASKINEN TYPE PROFF.
 BRUKSANVISNING SORTLANDSMASKINEN TYPE PROFF. Maskinen består av ett hus i støpt, lakkert aluminium, med børsteløs DC motor, elektronikkstyring og snelle for nylon. Den går på både 12V og 24V, og har innkapslet
BRUKSANVISNING SORTLANDSMASKINEN TYPE PROFF. Maskinen består av ett hus i støpt, lakkert aluminium, med børsteløs DC motor, elektronikkstyring og snelle for nylon. Den går på både 12V og 24V, og har innkapslet
INSTRUKSJONSBOK ARMERINGSKLIPPER FOR NETT 10N BENDOF NOVOPRESS
 1 INSTRUKSJONSBOK ARMERINGSKLIPPER FOR NETT 10N BENDOF NOVOPRESS Kjeller Vest 7, N-2007 KJELLER - Postboks 124, N- 2027 KJELLER Web: www.hitachi-powertools.no E-post: info@hitachi-powertools.no Tel. (+47)66
1 INSTRUKSJONSBOK ARMERINGSKLIPPER FOR NETT 10N BENDOF NOVOPRESS Kjeller Vest 7, N-2007 KJELLER - Postboks 124, N- 2027 KJELLER Web: www.hitachi-powertools.no E-post: info@hitachi-powertools.no Tel. (+47)66
TDS 20/50/75/120 R. NO Brukerveiledning - elektrisk varmluftapparat
 TDS 20/50/75/120 R NO Brukerveiledning - elektrisk varmluftapparat TRT-BA-TDS R -TC-001-NO TROTEC GmbH & Co. KG Grebbener Straße 7 D-52525 Heinsberg Tel.: +49 2452 962-400 Fax: +49 2452 962-200 www.trotec.com
TDS 20/50/75/120 R NO Brukerveiledning - elektrisk varmluftapparat TRT-BA-TDS R -TC-001-NO TROTEC GmbH & Co. KG Grebbener Straße 7 D-52525 Heinsberg Tel.: +49 2452 962-400 Fax: +49 2452 962-200 www.trotec.com
Utvidelsesmodul EM 110
 Utvidelsesmodul EM 110 N Håndbok for montering og betjening 1. Forklaring av symbolene 2. Innholdsfortegnelse Merknader 1. Forklaring av symbolene......2 2. Innholdsfortegnelse..........2 3. Allmenne sikkerhetsinstrukser.3
Utvidelsesmodul EM 110 N Håndbok for montering og betjening 1. Forklaring av symbolene 2. Innholdsfortegnelse Merknader 1. Forklaring av symbolene......2 2. Innholdsfortegnelse..........2 3. Allmenne sikkerhetsinstrukser.3
Omgivelseskontroll. Dokumentasjon for Picomatic DA300 døråpner
 Omgivelseskontroll Dokumentasjon for Picomatic DA300 døråpner Brokelandsheia, 4993 Sundebru, Tlf +47 3711 9950 Fax +47 3711 9951 E-mail: firmapost@picomed.no Foretaksnr 962 211 631 MVA Revisjonsoversikt
Omgivelseskontroll Dokumentasjon for Picomatic DA300 døråpner Brokelandsheia, 4993 Sundebru, Tlf +47 3711 9950 Fax +47 3711 9951 E-mail: firmapost@picomed.no Foretaksnr 962 211 631 MVA Revisjonsoversikt
Gratulerer med ditt valg av en Sunwind Sunflame gassovn.
 Sunflame gassovn Gratulerer med ditt valg av en Sunwind Sunflame gassovn. VENNLIGST LES DISSE INSTRUKSJONER NØYE FØR DU TAR OVNEN I BRUK. Innhold: Side: A. Ting du bør vite før bruk 2 B. Advarsler 3 C.
Sunflame gassovn Gratulerer med ditt valg av en Sunwind Sunflame gassovn. VENNLIGST LES DISSE INSTRUKSJONER NØYE FØR DU TAR OVNEN I BRUK. Innhold: Side: A. Ting du bør vite før bruk 2 B. Advarsler 3 C.
TEGLE NORSK KVALITET PRODUKTER AS. T-Kapp Tegle Hakkfres. Brukerveiledning SERVICE VEDLIKEHOLD - PRODUKSJON. Rev. 2,
 Brukerveiledning T-Kapp Tegle Hakkfres TEGLE tlf: +47 51 48 01 87 Side 1 av 12 Denne siden er med vilje (nesten) blank. TEGLE tlf: +47 51 48 01 87 Side 2 av 12 Innholdsfortegnelse Utpakking og Montering
Brukerveiledning T-Kapp Tegle Hakkfres TEGLE tlf: +47 51 48 01 87 Side 1 av 12 Denne siden er med vilje (nesten) blank. TEGLE tlf: +47 51 48 01 87 Side 2 av 12 Innholdsfortegnelse Utpakking og Montering
Skotørker DF-ST001 Brukerhåndbok KUN TIL HJEMMEBRUK MÅ VÆRE MONTERT TIL VEGG
 Skotørker DF-ST001 Brukerhåndbok KUN TIL HJEMMEBRUK MÅ VÆRE MONTERT TIL VEGG 1 INNHOLD Viktige sikkerhetsråd... 2 Beskrivelse av skotørkeren... 3 Klargjør skotørkeren for bruk... 4 Bruksanvisning.... 5
Skotørker DF-ST001 Brukerhåndbok KUN TIL HJEMMEBRUK MÅ VÆRE MONTERT TIL VEGG 1 INNHOLD Viktige sikkerhetsråd... 2 Beskrivelse av skotørkeren... 3 Klargjør skotørkeren for bruk... 4 Bruksanvisning.... 5
Liberty Hanging Heater
 Liberty Hanging Heater Art. Nr. 305040 Brukermanual Pakk opp terrassevarmeren og sjekk at alle delene er der, og at ingenting ligger igjen i esken. Pass også på at all emballasje er fjernet. Bruk den detaljerte
Liberty Hanging Heater Art. Nr. 305040 Brukermanual Pakk opp terrassevarmeren og sjekk at alle delene er der, og at ingenting ligger igjen i esken. Pass også på at all emballasje er fjernet. Bruk den detaljerte
HÅNDBOK. Bruksanvisning terrassevarmer TV 2100. TV 2100 frittstående modell
 HÅNDBOK Bruksanvisning terrassevarmer TV 2100 TV 2100 frittstående modell Kjære kunde Gratulerer med din nye Beha terrassevarmer. Du har kjøpt et moderne produkt av høy kvalitet. I tillegg er det enkelt
HÅNDBOK Bruksanvisning terrassevarmer TV 2100 TV 2100 frittstående modell Kjære kunde Gratulerer med din nye Beha terrassevarmer. Du har kjøpt et moderne produkt av høy kvalitet. I tillegg er det enkelt
HÅNDBOK. Bruksanvisning terrassevarmer TV2000IN
 HÅNDBOK Bruksanvisning terrassevarmer Råd og vink 2 Kjære kunde Gratulerer med din nye Beha terrassevarmer. Du har kjøpt et moderne produkt av høy kvalitet. I tillegg er det enkelt å betjene. Denne håndboken
HÅNDBOK Bruksanvisning terrassevarmer Råd og vink 2 Kjære kunde Gratulerer med din nye Beha terrassevarmer. Du har kjøpt et moderne produkt av høy kvalitet. I tillegg er det enkelt å betjene. Denne håndboken
OLJESEPARATOR. Modell 5404 1. SIKKERHETSINSTRUKSJONER... 1 2. INSTALLASJON OG DRIFT AV OLJESEPARATOR... 1 3. TEKNISKE DATA... 4
 Innhold 1. SIKKERHETSINSTRUKSJONER... 1 2. INSTALLASJON OG DRIFT AV OLJESEPARATOR... 1 3. TEKNISKE DATA... 4 1. Sikkerhetsinstruksjoner Oljeseparatoren må tilkobles til korrekt elektrisk stikk kontakt
Innhold 1. SIKKERHETSINSTRUKSJONER... 1 2. INSTALLASJON OG DRIFT AV OLJESEPARATOR... 1 3. TEKNISKE DATA... 4 1. Sikkerhetsinstruksjoner Oljeseparatoren må tilkobles til korrekt elektrisk stikk kontakt
Kjenner du alle funksjonene på tastaturet?
 Kjenner du alle funksjonene på tastaturet? Guide: Tastaturet Av Bjørn André Hagen 30. Januar 2008 17:45 Kilde: Tastatur layout Et tastatur har mange knapper man ikke bruker hver dag, vi skal prøve å forklare
Kjenner du alle funksjonene på tastaturet? Guide: Tastaturet Av Bjørn André Hagen 30. Januar 2008 17:45 Kilde: Tastatur layout Et tastatur har mange knapper man ikke bruker hver dag, vi skal prøve å forklare
Båndsag Workline 410.280 DGH. Serviceinformasjon. Ved tekniske problemer eller behov for bestilling av reservedeler, vennligst ta kontakt med:
 Serviceinformasjon Ved tekniske problemer eller behov for bestilling av reservedeler, vennligst ta kontakt med: P. Meidell AS Stålfjæra 16, Kalbakken 0975 OSLO Tlf : 22 20 20 25 Faks : 22 82 14 01 Web
Serviceinformasjon Ved tekniske problemer eller behov for bestilling av reservedeler, vennligst ta kontakt med: P. Meidell AS Stålfjæra 16, Kalbakken 0975 OSLO Tlf : 22 20 20 25 Faks : 22 82 14 01 Web
Drifts- og vedlikeholdsinstruks. Zanotti Uniblock
 Børresen Cooltech AS Rosenholmveien 17 Postboks 130 Holmlia NO-1203 Oslo Telefon: +47 23 16 94 00 Faks: +47 23 16 94 01 http://www.borresen.no Org.nr: NO 918 890 025 MVA Drifts- og vedlikeholdsinstruks
Børresen Cooltech AS Rosenholmveien 17 Postboks 130 Holmlia NO-1203 Oslo Telefon: +47 23 16 94 00 Faks: +47 23 16 94 01 http://www.borresen.no Org.nr: NO 918 890 025 MVA Drifts- og vedlikeholdsinstruks
Brukermanual. VebaBox Model: 100L L. VebaBox. Cool solution NORSK IMPORTØR/ FORHANDLER
 Brukermanual VebaBox Model: 100L - 1200L VebaBox. Cool solution NORSK IMPORTØR/ FORHANDLER Westrum AS Øvermarka 2 2320 Furnes Tlf. +47 95 49 60 00 E-mail: post@westrum.no Website: www.westrum.no www.vebabox.com
Brukermanual VebaBox Model: 100L - 1200L VebaBox. Cool solution NORSK IMPORTØR/ FORHANDLER Westrum AS Øvermarka 2 2320 Furnes Tlf. +47 95 49 60 00 E-mail: post@westrum.no Website: www.westrum.no www.vebabox.com
Bruksanvisning for. Vifteovn. Modell: VS 2000
 Bruksanvisning for Vifteovn Modell: VS 2000 BEHA VARMESØYLE VS 2000 LES DENNE HÅNDBOKEN NØYE FØR DU FORSØKER Å MONTERE, INSTALLERE, BRUKE ELLER VEDLIKEHOLDE PRODUKTET SOM BESKRIVES. BESKYTT DEG SELV OG
Bruksanvisning for Vifteovn Modell: VS 2000 BEHA VARMESØYLE VS 2000 LES DENNE HÅNDBOKEN NØYE FØR DU FORSØKER Å MONTERE, INSTALLERE, BRUKE ELLER VEDLIKEHOLDE PRODUKTET SOM BESKRIVES. BESKYTT DEG SELV OG
Bruksanvisning_vannbad_174.doc. Bruksanvisning for Nicro Vannbad
 Bruksanvisning_vannbad_174.doc Bruksanvisning for Nicro Vannbad Bruksanvisning Nicro Vannbad type:1740 Innholdsfortegnelse: 1. Utpakking, kontroll og tilkobling side 2 2. Transport og flytting side 2 3.
Bruksanvisning_vannbad_174.doc Bruksanvisning for Nicro Vannbad Bruksanvisning Nicro Vannbad type:1740 Innholdsfortegnelse: 1. Utpakking, kontroll og tilkobling side 2 2. Transport og flytting side 2 3.
BRUKSANVISNING FOR TERMOELEKTRISK VINKJØLER
 BRUKSANVISNING FOR TERMOELEKTRISK VINKJØLER Viktige Sikkerhetsregler Når du bruker en elektrisk vare bør man alltid ta disse forhåndsreglene: Les alle instruksjonene før du bruker vinkjøleren _ Ikke bruk
BRUKSANVISNING FOR TERMOELEKTRISK VINKJØLER Viktige Sikkerhetsregler Når du bruker en elektrisk vare bør man alltid ta disse forhåndsreglene: Les alle instruksjonene før du bruker vinkjøleren _ Ikke bruk
BRUKERVEILEDNING. Fjernkontroll BRC315D7
 BRUKERVEILEDNING 1 3 2 1 4 11 NOT AVAILABLE 12 6 5 5 7 8 14 9 10 19 17 18 21 13 20 15 16 1 Brukerveiledning TAKK FOR AT DU HAR KJØPT DENNE KONTROLLEN. LES BRUKER- VEILEDNINGEN GRUNDIG FØR DU BRUKER INSTALLASJONEN.
BRUKERVEILEDNING 1 3 2 1 4 11 NOT AVAILABLE 12 6 5 5 7 8 14 9 10 19 17 18 21 13 20 15 16 1 Brukerveiledning TAKK FOR AT DU HAR KJØPT DENNE KONTROLLEN. LES BRUKER- VEILEDNINGEN GRUNDIG FØR DU BRUKER INSTALLASJONEN.
Bruksanvisning Veggsag EX
 Bruksanvisning Veggsag EX Indeks 004 10987070 no /23.10.2006 Gratulerer! Du har valgt et pålitelig TYROLIT Hydrostress-apparat og dermed også for en teknologisk førende standard. Bare Original TYROLIT
Bruksanvisning Veggsag EX Indeks 004 10987070 no /23.10.2006 Gratulerer! Du har valgt et pålitelig TYROLIT Hydrostress-apparat og dermed også for en teknologisk førende standard. Bare Original TYROLIT
Ball bearing Lifting Point (BLP)
") Ball bearing Lifting Point (BLP) NO Bruksanvisning Z769449 Rev E03 Bruksanvisning Allmenn informasjon Referer til relevante standarder og andre bestemmelser gitt i lov. Inspeksjoner må kun utføres av personer
Ball bearing Lifting Point (BLP) NO Bruksanvisning Z769449 Rev E03 Bruksanvisning Allmenn informasjon Referer til relevante standarder og andre bestemmelser gitt i lov. Inspeksjoner må kun utføres av personer
BRUKSANVISNING. En sunnere og mer smakfull hverdag
 BRUKSANVISNING En sunnere og mer smakfull hverdag VIKTIG SIKKERHETSINFORMASJON KUN TIL BRUK I PRIVATE HUSHOLDNINGER Når man bruker elektriske maskiner, bør man alltid ta enkelte forholdsregler, inkludert
BRUKSANVISNING En sunnere og mer smakfull hverdag VIKTIG SIKKERHETSINFORMASJON KUN TIL BRUK I PRIVATE HUSHOLDNINGER Når man bruker elektriske maskiner, bør man alltid ta enkelte forholdsregler, inkludert
Meaco Vifte Instruksjonsmanual
 Meaco Vifte 1056 Instruksjonsmanual Utgave for juli 2018 Vennligst les denne instruksjonsmanualen før du bruker viften. Ta vare på den for fremtidig referanse. Takk for at du valgte Meaco. Vi setter stor
Meaco Vifte 1056 Instruksjonsmanual Utgave for juli 2018 Vennligst les denne instruksjonsmanualen før du bruker viften. Ta vare på den for fremtidig referanse. Takk for at du valgte Meaco. Vi setter stor
BESKRIVELSE AV BETJENINGSENHETEN (Tastatur med segmenter)
") BESKRIVELSE AV BETJENINGSENHETEN (Tastatur med segmenter) For at bruken av JA-100 systemet skal være så enkel som mulig kan man velge blant flere typer av betjeningsenheter. Betjening (tilkobling, frakobling
BESKRIVELSE AV BETJENINGSENHETEN (Tastatur med segmenter) For at bruken av JA-100 systemet skal være så enkel som mulig kan man velge blant flere typer av betjeningsenheter. Betjening (tilkobling, frakobling
Dette produkt er en bevegelses detektor med sender til en mottaker i trådløse ringeklokker, og radio mottakere med veksel utgang.
 Riktig bruk av produktet BETJENINGS- OG BRUKERVEILEDNING Du har nå anskaffet deg et kvalitetsprodukt av høy kvalitet. Normale garantibestemmelser gjelder, så sant det ikke har vært utsatt gal behandling,
Riktig bruk av produktet BETJENINGS- OG BRUKERVEILEDNING Du har nå anskaffet deg et kvalitetsprodukt av høy kvalitet. Normale garantibestemmelser gjelder, så sant det ikke har vært utsatt gal behandling,
Brukermanual for FS, automatisk Bandforing
 Brukermanual for FS, automatisk Bandforing Innholdsfortegnelse: Produksjons deklarasjon 2 Viktig informasjon 3 Skap oversikt og beskrivelse 4 Skjerm 5 Manuell start/ start tider 6 Vekt innstilling 7 Instillinger
Brukermanual for FS, automatisk Bandforing Innholdsfortegnelse: Produksjons deklarasjon 2 Viktig informasjon 3 Skap oversikt og beskrivelse 4 Skjerm 5 Manuell start/ start tider 6 Vekt innstilling 7 Instillinger
- 1 - Arbeidsbord Mobilt. Universalt. trebearbeidings- bord INSTRUKSJONSBOK BRUKSANVISNING
 - 1 - Arbeidsbord Mobilt Universalt trebearbeidings- bord INSTRUKSJONSBOK BRUKSANVISNING - 2 - Innholdsregister INNLEDNING... 3 GENERELL SIKKERHETSANVISNING... 3 1. Forstå hvordan bordet brukes... 3 2.
- 1 - Arbeidsbord Mobilt Universalt trebearbeidings- bord INSTRUKSJONSBOK BRUKSANVISNING - 2 - Innholdsregister INNLEDNING... 3 GENERELL SIKKERHETSANVISNING... 3 1. Forstå hvordan bordet brukes... 3 2.
Bruksanvisning. Komponenter
 Bruksanvisning STABILA REC-0 Line er en mottaker med enkel betjening for rask registrering av laserlinjer. Mottakeren REC-0 Line kan kun motta pulsmodulerte laserstråler fra STABILA linjelasere. Mottakeren
Bruksanvisning STABILA REC-0 Line er en mottaker med enkel betjening for rask registrering av laserlinjer. Mottakeren REC-0 Line kan kun motta pulsmodulerte laserstråler fra STABILA linjelasere. Mottakeren
Maskinen er fremstilt av: ALIA AB Boks 93. Lyckåsvägen 3 SE Ljungskile. Chipper Bruksanvisning
 Maskinen er fremstilt av: ALIA AB +46 522-22000 Boks 93. Lyckåsvägen 3 SE-459 22 Ljungskile. Chipper Bruksanvisning Tekniske spesifikasjoner Strømforsyning: 230 V, 50 Hz, 6,6 A Motorstyrke: 1,1 kw Størrelse:
Maskinen er fremstilt av: ALIA AB +46 522-22000 Boks 93. Lyckåsvägen 3 SE-459 22 Ljungskile. Chipper Bruksanvisning Tekniske spesifikasjoner Strømforsyning: 230 V, 50 Hz, 6,6 A Motorstyrke: 1,1 kw Størrelse:
Ettermonteringssett belysning
 Ettermonteringssett belysning S 00 / S 00 P / S 00 / S 00 E / S 00 E NL Bruksanvisning Monteringsanvisning Oppbevares i bilen! Side Side Ettermonteringssett belysning S 00 / S 00 P / S 00 / S 00 E / S
Ettermonteringssett belysning S 00 / S 00 P / S 00 / S 00 E / S 00 E NL Bruksanvisning Monteringsanvisning Oppbevares i bilen! Side Side Ettermonteringssett belysning S 00 / S 00 P / S 00 / S 00 E / S
MONTERINGSANVISNING FOR HANDI-LIFT ML7
 MONTERINGSANVISNING FOR HANDI-LIFT ML7 Innholdsfortegnelse 1 Introduksjon... 3 1.1 Sjekk delene og tegningen... 3 1.2 Elektrisk installasjon... 3 2 Kraftpåvirkning på bygningen... 4 3 Installasjon av tårnet...
MONTERINGSANVISNING FOR HANDI-LIFT ML7 Innholdsfortegnelse 1 Introduksjon... 3 1.1 Sjekk delene og tegningen... 3 1.2 Elektrisk installasjon... 3 2 Kraftpåvirkning på bygningen... 4 3 Installasjon av tårnet...
TAU STERIL MINI AUTOMATIC - INSTRUKSJONER FOR BRUK - CE 04262
 TAU STERIL MINI AUTOMATIC - INSTRUKSJONER FOR BRUK - CE 04262 ADVARSEL Tau Steril Mini Automatic er en varmluftssterilisator: Du må derfor aldri legge fuktige gjenstander inn i steriliseringskammeret.
TAU STERIL MINI AUTOMATIC - INSTRUKSJONER FOR BRUK - CE 04262 ADVARSEL Tau Steril Mini Automatic er en varmluftssterilisator: Du må derfor aldri legge fuktige gjenstander inn i steriliseringskammeret.
Brukermanual. Meiselhammer H92
 Brukermanual Meiselhammer H92 ! Denne brosjyren inneholder instruksjoner som er viktige for betjening og vedlikehold av utstyret, og må leses før maskinen startes. Dette for å unngå ulykker og skader for
Brukermanual Meiselhammer H92 ! Denne brosjyren inneholder instruksjoner som er viktige for betjening og vedlikehold av utstyret, og må leses før maskinen startes. Dette for å unngå ulykker og skader for
BRUKSANVISNING EASYSTART REMOTE BETJENING FOR EBERSPÄCHER VARMERE A WORLD OF COMFORT BILVARMEAPPARATER TEKNISK DOKUMENTASJON MONTERINGSANVISNING
 BILVARMEAPPARATER TEKNISK DOKUMENTASJON BRUKSANVISNING EASYSTART REMOTE NO BRUKSANVISNING MONTERINGSANVISNING BETJENING FOR EBERSPÄCHER VARMERE A WORLD OF COMFORT 2 VARMEAPPARATER FOR KJØRETØYER TEKNISK
BILVARMEAPPARATER TEKNISK DOKUMENTASJON BRUKSANVISNING EASYSTART REMOTE NO BRUKSANVISNING MONTERINGSANVISNING BETJENING FOR EBERSPÄCHER VARMERE A WORLD OF COMFORT 2 VARMEAPPARATER FOR KJØRETØYER TEKNISK
Justerbar Sakseløfter EE-6502. Manual for Installasjon, drift og vedlikehold
 Justerbar Sakseløfter EE-6502 Manual for Installasjon, drift og vedlikehold 1 Innholdsfortegnelse EE-6502... 1 Innholdsfortegnelse... 2 Installasjonslogg... 3 Sikkerhet... 4 Introduksjon... 4 Tekniske
Justerbar Sakseløfter EE-6502 Manual for Installasjon, drift og vedlikehold 1 Innholdsfortegnelse EE-6502... 1 Innholdsfortegnelse... 2 Installasjonslogg... 3 Sikkerhet... 4 Introduksjon... 4 Tekniske
TRÅDLØS FJERNSTART for Honda EU70is BRUKERMANUAL MONTERINGS- ANVISNING
 TRÅDLØS FJERNSTART for Honda EU70is BRUKERMANUAL MONTERINGS- ANVISNING Kjære Kunde, Takk for at du valgte Berema Trådløs fjernstart system som tilleggsutstyr til ditt Honda EU70is aggregat. Vi håper dette
TRÅDLØS FJERNSTART for Honda EU70is BRUKERMANUAL MONTERINGS- ANVISNING Kjære Kunde, Takk for at du valgte Berema Trådløs fjernstart system som tilleggsutstyr til ditt Honda EU70is aggregat. Vi håper dette
Innholdsfortegnelse.
 Innholdsfortegnelse. 0. Samsvars erklæring (Confirmity Declaration)....2 1. Garanti betingelser...3 2. Innledning....4 3. Maskin dimensjoner...5 4. Standard utstyr og tilleggs utstyr...6 5. Sikkerhets
Innholdsfortegnelse. 0. Samsvars erklæring (Confirmity Declaration)....2 1. Garanti betingelser...3 2. Innledning....4 3. Maskin dimensjoner...5 4. Standard utstyr og tilleggs utstyr...6 5. Sikkerhets
Manual for installasjon, drift og vedlikehold av MR30
 MR30 Sakseløfter, med løfting i midten. Løftekapasitet: 3000 kg Manual for installasjon, drift og vedlikehold av MR30 Les hele denne manualen nøye, før installasjon og drift av denne sakseløfteren. Side
MR30 Sakseløfter, med løfting i midten. Løftekapasitet: 3000 kg Manual for installasjon, drift og vedlikehold av MR30 Les hele denne manualen nøye, før installasjon og drift av denne sakseløfteren. Side
TDS 75. NO Brukerveiledning - elektrisk varmluftapparat
 TDS 75 NO Brukerveiledning - elektrisk varmluftapparat TRT-BA-TDS 75 -TC-001-NO TROTEC GmbH & Co. KG Grebbener Straße 7 D-52525 Heinsberg Tel.: +49 2452 962-400 Fax: +49 2452 962-200 www.trotec.com E-Mail:
TDS 75 NO Brukerveiledning - elektrisk varmluftapparat TRT-BA-TDS 75 -TC-001-NO TROTEC GmbH & Co. KG Grebbener Straße 7 D-52525 Heinsberg Tel.: +49 2452 962-400 Fax: +49 2452 962-200 www.trotec.com E-Mail:
Forover. Høyre. Bakover
 11. Styreboks R-net Lade kontakt På-/Av knapp Horn Varsellys Lys Batteri indikator Valgt hastighet Valgt profil Modusknapp Blinklys venstre Forover Profile knapp Blinklys Høyre Hastighets valg Vens tre
11. Styreboks R-net Lade kontakt På-/Av knapp Horn Varsellys Lys Batteri indikator Valgt hastighet Valgt profil Modusknapp Blinklys venstre Forover Profile knapp Blinklys Høyre Hastighets valg Vens tre
Baby Treng reiseseng. Bruksanvisning
 Baby Treng reiseseng Bruksanvisning Les denne bruksanvisningen nøye før bruk. Advarsel: Dersom du ikke følger instruksjonene i bruksanvisningen, kan det føre til skader og mulig kvelning. Bruk aldri ekstra
Baby Treng reiseseng Bruksanvisning Les denne bruksanvisningen nøye før bruk. Advarsel: Dersom du ikke følger instruksjonene i bruksanvisningen, kan det føre til skader og mulig kvelning. Bruk aldri ekstra
Bruksanvisning Veggsag DZ-S2
 Bruksanvisning Indeks 001 10987067 no /25.07.07 Gratulerer! Du har valgt et pålitelig TYROLIT Hydrostress-apparat og dermed også for en teknologisk førende standard. Bare Original TYROLIT Hydrostress-reservedeler
Bruksanvisning Indeks 001 10987067 no /25.07.07 Gratulerer! Du har valgt et pålitelig TYROLIT Hydrostress-apparat og dermed også for en teknologisk førende standard. Bare Original TYROLIT Hydrostress-reservedeler
Brukermanual Løftemagnet. Type PML MAXTECH LIFTING EN13155
 Brukermanual Løftemagnet Type PML MAXTECH LIFTING EN13155 INNHOLDSFORTEGNELSE Side: Beskrivelse 2 FORESKRIFTER 3 BETJENINGS- OG VEDLIKEHOLDSFORESKRIFTER 4 MAKSIMAL LØFTEKAPASITET 5 SIKKERHETSINSTRUKSER
Brukermanual Løftemagnet Type PML MAXTECH LIFTING EN13155 INNHOLDSFORTEGNELSE Side: Beskrivelse 2 FORESKRIFTER 3 BETJENINGS- OG VEDLIKEHOLDSFORESKRIFTER 4 MAKSIMAL LØFTEKAPASITET 5 SIKKERHETSINSTRUKSER
WECKMAN BRUKSANVISNING
 WECKMAN BRUKSANVISNING IMPORTØR: Sisu Produkter AS Post boks 243 2040 KLØFTA Tlf. 63943900/Fax.63943901 E-post. kontor@sisu.no INNHOLDSFORTEGNELSE. 2 Innholdsfortegnelse og garanti vilkår. 3 Forklaring
WECKMAN BRUKSANVISNING IMPORTØR: Sisu Produkter AS Post boks 243 2040 KLØFTA Tlf. 63943900/Fax.63943901 E-post. kontor@sisu.no INNHOLDSFORTEGNELSE. 2 Innholdsfortegnelse og garanti vilkår. 3 Forklaring
1. EC CONFORMITY CERTIFICATE (SAMSVARSERKLÆRING)..3 2. TEST OG GODKJENNINGS SERTIFIKAT...4
..3 2. TEST OG GODKJENNINGS SERTIFIKAT...4") INNHOLD 1. EC CONFORMITY CERTIFICATE (SAMSVARSERKLÆRING)..3 2. TEST OG GODKJENNINGS SERTIFIKAT...4 3. STANDARDER OG ANBEFALINGER FOR OPERATØREN...5 3.1 Elektrisk utstyr... 5 3.2 Sikkerhets utstyr ved maskinen...
INNHOLD 1. EC CONFORMITY CERTIFICATE (SAMSVARSERKLÆRING)..3 2. TEST OG GODKJENNINGS SERTIFIKAT...4 3. STANDARDER OG ANBEFALINGER FOR OPERATØREN...5 3.1 Elektrisk utstyr... 5 3.2 Sikkerhets utstyr ved maskinen...
Innhold. JOPRO 2200TV Semi-automatisk batteribyttesystem. For horisontalt batteribytte på trucker. Batterivekt maks. 2 200 kg.
 NORSK JOPRO 2200TV JOPRO 2200TV Semi-automatisk batteribyttesystem. For horisontalt batteribytte på trucker. Batterivekt maks. 2 200 kg. Innhold Funksjonsoversikt...4 Betjeningspanel...6 Bruksområde...10
NORSK JOPRO 2200TV JOPRO 2200TV Semi-automatisk batteribyttesystem. For horisontalt batteribytte på trucker. Batterivekt maks. 2 200 kg. Innhold Funksjonsoversikt...4 Betjeningspanel...6 Bruksområde...10
BionX bruksanvisning
 BionX bruksanvisning Forholdsregler Vi vil at du skal ha en morsom tur, men også en trygg tur. Les nøye gjennom følgende informasjon. Benytt anledningen til å bli kjent med hvordan systemet virker før
BionX bruksanvisning Forholdsregler Vi vil at du skal ha en morsom tur, men også en trygg tur. Les nøye gjennom følgende informasjon. Benytt anledningen til å bli kjent med hvordan systemet virker før
Turny bladvender Brukerveiledning
 Turny bladvender Brukerveiledning Generelt om Turny elektronisk bladvender...2 Tilkobling av Turny...2 Installasjon...3 Montering av bok/tidsskrift...4 Bruk av Turny...4 Aktiviser vippefunksjonen...5 Mulige
Turny bladvender Brukerveiledning Generelt om Turny elektronisk bladvender...2 Tilkobling av Turny...2 Installasjon...3 Montering av bok/tidsskrift...4 Bruk av Turny...4 Aktiviser vippefunksjonen...5 Mulige
Sengealarm PIR Brukerveiledning. Sengealarm (bevegelsesdetektor) PIR-2003 INNHOLD
 PIR-2003 INNHOLD") Sengealarm (bevegelsesdetektor) PIR-2003 Brukerveiledning Sengealarm PIR 2003 Sengealarm (bevegelsesdetektor) PIR-2003 HMS art. nr. 020753 Bestillingsnr.: 2223227 INNHOLD Sengealarm (bevegelsesdetektor)
Sengealarm (bevegelsesdetektor) PIR-2003 Brukerveiledning Sengealarm PIR 2003 Sengealarm (bevegelsesdetektor) PIR-2003 HMS art. nr. 020753 Bestillingsnr.: 2223227 INNHOLD Sengealarm (bevegelsesdetektor)
tekniske hjelpemidler brukerveiledning Sentida pleieseng
 tekniske hjelpemidler brukerveiledning Sentida pleieseng Bruksanvisning Pleieseng Sentia BESKRIVELSE ELEKTRISKE FUNKSJONER Oversikt og håndkontrollens symboler Funksjon valg: Ryggstøtte /Hjertebrett Funsjon
tekniske hjelpemidler brukerveiledning Sentida pleieseng Bruksanvisning Pleieseng Sentia BESKRIVELSE ELEKTRISKE FUNKSJONER Oversikt og håndkontrollens symboler Funksjon valg: Ryggstøtte /Hjertebrett Funsjon
Oppvaskmaskiner for storhusholdning G 8051
 Monteringsveiledning Oppvaskmaskiner for storhusholdning G 8051 Bruksanvisningen og monteringsveiledningen må leses før oppstilling - installasjon - igangsetting. Da beskytter du deg mot personog materiellskade.
Monteringsveiledning Oppvaskmaskiner for storhusholdning G 8051 Bruksanvisningen og monteringsveiledningen må leses før oppstilling - installasjon - igangsetting. Da beskytter du deg mot personog materiellskade.
Brukerveiledning Elektrisk båndsag OBT-BS01-150
 Brukerveiledning Elektrisk båndsag OBT-BS01-150 Båndsag Advarsel! Les denne brukerveiledningen nøye før du tar maskinen i bruk, for din egen sikkerhet. Forsiktighetsregler Når du tar denne maskinen
Brukerveiledning Elektrisk båndsag OBT-BS01-150 Båndsag Advarsel! Les denne brukerveiledningen nøye før du tar maskinen i bruk, for din egen sikkerhet. Forsiktighetsregler Når du tar denne maskinen
Bruksanvisning FUTURA PÅ DAGE
 Bruksanvisning FUTURA PÅ DAGE FUTURA # 440010 FUTURA # 440011 + # 418071 N Montering av styringsenheten. Ledningen til styringsenheten tilkobles kontakten under det lille lokket. Den tykke delen av ledningen
Bruksanvisning FUTURA PÅ DAGE FUTURA # 440010 FUTURA # 440011 + # 418071 N Montering av styringsenheten. Ledningen til styringsenheten tilkobles kontakten under det lille lokket. Den tykke delen av ledningen
Display og knapper 3-4. Flammesymbol 5 Batterier 5 Synkronisering 6 Tid og dato 6. Manuell styring 7-10 Tidsplan 11
 RF Fjernkontroll 1 Innhold Display og knapper 3-4 Innstillinger 5 Flammesymbol 5 Batterier 5 Synkronisering 6 Tid og dato 6 Funksjoner 7-10 Manuell styring 7-10 Tidsplan 11 Brukermeny 13 Manuell eller
RF Fjernkontroll 1 Innhold Display og knapper 3-4 Innstillinger 5 Flammesymbol 5 Batterier 5 Synkronisering 6 Tid og dato 6 Funksjoner 7-10 Manuell styring 7-10 Tidsplan 11 Brukermeny 13 Manuell eller
Tillegg til operatørmanual Tilgangskontrollmodul
 Tillegg til operatørmanual Tilgangskontrollmodul Første utgave Første opplag Art. nr.1277289nw Tillegg til operatørmanual Første utgave - Første opplag Innledning Fare Manglende overhold av instruksjonene
Tillegg til operatørmanual Tilgangskontrollmodul Første utgave Første opplag Art. nr.1277289nw Tillegg til operatørmanual Første utgave - Første opplag Innledning Fare Manglende overhold av instruksjonene
BRUKERMANUAL WR100 1
 BRUKERMANUAL WR100 1 2 1: Hovedstrøms nøkkel 2: Fjernkontroll Fjernkontroll (Se side 5) 3: Enter knapp Ved forandring i parametrene må Enter knappen alltid trykkes inn både før og etter forandring. 4:
BRUKERMANUAL WR100 1 2 1: Hovedstrøms nøkkel 2: Fjernkontroll Fjernkontroll (Se side 5) 3: Enter knapp Ved forandring i parametrene må Enter knappen alltid trykkes inn både før og etter forandring. 4:
Brukerveiledning 1500 W støvoppsamler. FM 300 Varenummer 614792
 Brukerveiledning 1500 W støvoppsamler FM 300 Varenummer 614792 Kjære kunde Denne støvoppsamlingsmaskinen har høy oppsugingsevne på grunn av sin optimale ventilatorfunksjon. Maskinen har lang levetid. Denne
Brukerveiledning 1500 W støvoppsamler FM 300 Varenummer 614792 Kjære kunde Denne støvoppsamlingsmaskinen har høy oppsugingsevne på grunn av sin optimale ventilatorfunksjon. Maskinen har lang levetid. Denne
Display og knapper 3-4. Flammesymbol 5 Batterier 5 Synkronisering 6 Tid og dato 6. Manuell styring 7-10 Tidsplan 11
 RF Fjernkontroll 1 Innhold Display og knapper 3-4 Innstillinger 5 Flammesymbol 5 Batterier 5 Synkronisering 6 Tid og dato 6 Funksjoner 7-10 Manuell styring 7-10 Tidsplan 11 Brukermeny 13 Manuell eller
RF Fjernkontroll 1 Innhold Display og knapper 3-4 Innstillinger 5 Flammesymbol 5 Batterier 5 Synkronisering 6 Tid og dato 6 Funksjoner 7-10 Manuell styring 7-10 Tidsplan 11 Brukermeny 13 Manuell eller
DL 26 NDT. Manual 9000-608-32/31
 DL 26 NDT Manual NO 9000-608-32/31 NO 2 9000-608-32/31 2008/12/10 Innhold Viktig informasjon 1. Generelt...4 1.1 Retningslinjer...4 1.2 Generelle merknader...4 1.3 Deponering av apparatet...4 1.5 Forskriftsmessig
DL 26 NDT Manual NO 9000-608-32/31 NO 2 9000-608-32/31 2008/12/10 Innhold Viktig informasjon 1. Generelt...4 1.1 Retningslinjer...4 1.2 Generelle merknader...4 1.3 Deponering av apparatet...4 1.5 Forskriftsmessig
Operatør av dette løfteutstyret plikter å sette seg nøye inn i denne brukerinstruksen.
 1 Generelt Operatør av dette løfteutstyret plikter å sette seg nøye inn i denne brukerinstruksen. 1.1 Riktig bruk De eksterne mål på løfteredskapen er angitt på vedlagte tegning. Løfteredskapen er bare
1 Generelt Operatør av dette løfteutstyret plikter å sette seg nøye inn i denne brukerinstruksen. 1.1 Riktig bruk De eksterne mål på løfteredskapen er angitt på vedlagte tegning. Løfteredskapen er bare
Brukerinformasjon Bronx Hanging Heater
 Brukerinformasjon Bronx Hanging Heater Art. Nr. 305035 Pakk opp terrassevarmeren og sjekk at alle delene er der, og at ingenting ligger igjen i esken. Pass også på at all emballasje er fjernet. Bruk den
Brukerinformasjon Bronx Hanging Heater Art. Nr. 305035 Pakk opp terrassevarmeren og sjekk at alle delene er der, og at ingenting ligger igjen i esken. Pass også på at all emballasje er fjernet. Bruk den
HÅNDBOK. Bruksanvisning for tørkehylle TSH80
 HÅNDBOK Bruksanvisning for tørkehylle 24 Kjære kunde Gratulerer med din nye Beha tørkehylle. Du har kjøpt et moderne produkt av høy kvalitet. I tillegg er det enkelt å betjene. Denne håndboken gjelder
HÅNDBOK Bruksanvisning for tørkehylle 24 Kjære kunde Gratulerer med din nye Beha tørkehylle. Du har kjøpt et moderne produkt av høy kvalitet. I tillegg er det enkelt å betjene. Denne håndboken gjelder
Pekeutstyr og tastatur Brukerveiledning
 Pekeutstyr og tastatur Brukerveiledning Copyright 2009 Hewlett-Packard Development Company, L.P. Windows er et registrert varemerke for Microsoft Corporation i USA. Informasjonen i dette dokumentet kan
Pekeutstyr og tastatur Brukerveiledning Copyright 2009 Hewlett-Packard Development Company, L.P. Windows er et registrert varemerke for Microsoft Corporation i USA. Informasjonen i dette dokumentet kan
Instruksjons håndbok
 Instruksjons håndbok Modell VRX 1200/330 (323-1130) Modell VRX 1400/330 (323-1135) Modell VRX 1500/330 (323-1136) Modell VRX 1600/330 (323-1137) Modell VRX 1800/330 (323-1140) Modell VRX 2000/330 (323-1145)
Instruksjons håndbok Modell VRX 1200/330 (323-1130) Modell VRX 1400/330 (323-1135) Modell VRX 1500/330 (323-1136) Modell VRX 1600/330 (323-1137) Modell VRX 1800/330 (323-1140) Modell VRX 2000/330 (323-1145)
> Papirmeny > Universaloppsett > Måleenhet > velg en måleenhet > Stående bredde eller Stående høyde > velg bredde eller høyde >
 A4 LTR LGL LTR A4 LGL Hurtigreferanse Legge i papir og spesialpapir I dette avsnittet finner du informasjon om hvordan du legger utskriftsmateriale i skuffen for 550 ark, skuffen for 000 ark (tilleggsutstyr),
A4 LTR LGL LTR A4 LGL Hurtigreferanse Legge i papir og spesialpapir I dette avsnittet finner du informasjon om hvordan du legger utskriftsmateriale i skuffen for 550 ark, skuffen for 000 ark (tilleggsutstyr),
Noah Wall Heater Art. Nr:
 Brukermanual Noah Wall Heater Art. Nr: 305030 Takk for at du valgte vår terrassevarmer. Denne brukermanualen vil gi deg nødvendig informasjon for riktig bruk og vedlikehold av din nye terrassevarmer. Vennligst
Brukermanual Noah Wall Heater Art. Nr: 305030 Takk for at du valgte vår terrassevarmer. Denne brukermanualen vil gi deg nødvendig informasjon for riktig bruk og vedlikehold av din nye terrassevarmer. Vennligst
Delenr. Beskrivelse Antall 1 Trykkmåler 1 2 Nylonring 1 3 Løftearm 1
 20-TONNS HYDRAULISK PRESSJEKK BRUKSANVISNING Vennligst les denne bruksanvisningen grundig før bruk. DELELISTE Delenr. Beskrivelse Antall 1 Trykkmåler 1 2 Nylonring 1 3 Løftearm 1 4 Låsemutter M6 1 5 Takket
20-TONNS HYDRAULISK PRESSJEKK BRUKSANVISNING Vennligst les denne bruksanvisningen grundig før bruk. DELELISTE Delenr. Beskrivelse Antall 1 Trykkmåler 1 2 Nylonring 1 3 Løftearm 1 4 Låsemutter M6 1 5 Takket