(12) Oversettelse av europeisk patentskrift
|
|
|
- Mina Birkeland
- 8 år siden
- Visninger:
Transkript
1 (12) Oversettelse av europeisk patentskrift (11) NO/EP B1 (19) NO NORGE (1) Int Cl. G01B /12 (06.01) G01B /00 (06.01) G01B 21/14 (06.01) Patentstyret (21) Oversettelse publisert (80) Dato for Den Europeiske Patentmyndighets publisering av det meddelte patentet (86) Europeisk søknadsnr (86) Europeisk innleveringsdag (87) Den europeiske søknadens Publiseringsdato (84) Utpekte stater AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR (73) Innehaver Chris-Marine AB, PO Box 902, 0 39 Malmö, SE-Sverige (72) Oppfinner SVENSSON, Per, Solviksvägen 26, S Trelleborg, SE-Sverige (74) Fullmektig Plougmann & Vingtoft, Postboks 03 Sentrum, 04 OSLO, Norge (4) Benevnelse Sylinderdiametermåling (6) Anførte publikasjoner EP-A US-A WO-A-99/183
 Fullmektig Plougmann & Vingtoft, Postboks 03 Sentrum, 04 OSLO, Norge (4) Benevnelse Sylinderdiametermåling (6) Anførte")
2 1 Beskrivelse Teknisk område [0001] Foreliggende oppfinnelse omfatter en måleanordning, anvendelse av nevnte måleanordning og en fremgangsmåte for måling av en diameter i en sylinder i en motor. Kjent Teknikk 1 [0002] For å optimalisere driftsbetingelsene til marine motorer og forebygge driftsstans i så stor grad som mulig sjekkes driftstilstanden til motorene med jevne mellomrom. En vanlig årsak til svekket motortilstand eller til driftsstans er at stempelringene har blitt utslitt eller brent og følgelig må erstattes. Erfaring har imidlertid vist at årsaken likeledes kan være at sylinderforingene, når de undersøkes, har blitt funnet å være i en slitt tilstand eller ikke lenger har en jevn overflate på grunn av avsetninger av sot eller av slipende eller korroderende angrep på sylinderforingsveggene. Angrep av denne type kan skyldes svovelholdig brensel anvendt for å drive motoren, som i kombinasjon med damp produserer svovelsyre som kondenserer ved på forhånd bestemt temperatur og trykknivåer i motoren. Effektene på sylinderen av slipende eller korrosjonsangrep er lokalt på grunn av ujevn fordeling av sylinderolje, gasslekkasje via åpninger, slik som åpninger mellom stempelringene og sylinderforing og/eller variasjoner i sylinderveggtemperaturen. 2 3 [0003] Sjekk av sylinderforinger har hittil kun blitt gjort manuelt. Tidligere arbeid, forut for måleroperasjonen som sådan, er relativt omfattende. Innledningsvis må topplokket demonteres før en operatør kan komme inn i sylinderen, ved hjelp av en stige som senkes inn i sylinderen. I tillegg innsettes en linjal som har forhåndsstansede hull deri vertikalt inn i sylinderen langsmed den indre vegg til sylinderforingen. Ved hjelp av en målestav tas flere forskjellige diametermålinger, vanligvis omtrent ti, vertikalt for og akter samt på skrått av skipets retninger. [0004] På denne måte er det mulig å gjøre en som regel ufullstendig evaluering av tilstanden til sylinderforingen med hensyn til mengde sotavsetning og antallet slipe eller korrosjonsskader og deres størrelse. Imidlertid er denne fremgangsmåte fullstendig ufullstendig når man ønsker å fastslå eventuelle avvik i sylinderforingen fra den sylindriske form, dvs. å bestemme hvorvidt varmestress eller annen skade til hvilket sylinderforingen har blitt eksponert for, har forårsaket at foringen er deformert,

3 2 som resulterer i at foringen tilpasses en oval form eller en trompetform med en større diameter i den øvre ende. 1 [000] WO 99/183 angir en anordning for bestemmelse av de indre mål til en sylinderforing. Dette vedrører primært sylinderforinger med stor størrelse, slik som de anvendt i marine eller i kraftverkmotorer. Anordningen omfatter en suspensjonsenhet som er arrangert for å plasseres over en i det vesentlige vertikalt oppreist sylinderforing. Anordningen omfatter videre en måleenhet som arrangeres for å bli senket fra suspensjonsenheten inn i sylinderforingen og som er tilveiebragt med midler for utførelse av en serie måleoperasjoner og bestemme avstander fra et referanseplan som strekker seg mellom suspensjonsenheten og måleenheten til den indre sylinderforing i flere nivåer og i flere forskjellige radielle retninger i hvert nivå. [0006] EP angir en fremgangsmåte for måling av mikrostrukturen til overflatene i sylinderborskyfler og måleanordning for utførelse av målemetoden. 2 3 [0007] US 4714 angir et apparat for måling av borediameteren til et hult element hvis borediameter kan forandres i aksial retning. Borediametermåleapparaturen inkluderer en sondedel, midler for innsetting av sondedelen i boringen, og midler for å omdanne et signal levert der til av sonden for en indikasjon av borediameter. Sondedelen har en huskonstruksjon, flere ben som er radialt ekspanderbare i forhold til huskonstruksjonen, midler for radialt å forskyve benene og midler for måling av den aksiale forskyvning av de radiale forskyvningsmidler. [0008] Det er problemer forbundet med anordningen beskrevet ovenfor og teknikkens stand. For å gi målinger av en sylinder ved anvendelse av anordninger som i dag er tilgjengelige må man demontere flere motordeler før måleanordningen kan arrangeres i sylinderen eller før en person krabber inn i sylinderen for å utføre nevnte målinger. Oppsummering av oppfinnelsen [0009] Det er en målsetning med foreliggende oppfinnelse å tilveiebringe en forbedring i de ovennevnte teknikker ifølge teknikkens stand. Mer spesifikt er det en målsetning med foreliggende oppfinnelse å gi en måleinnretning og en fremgangsmåte for måling av en diameter i en sylinder i en motor uten å demontere motordeler, slik som et sylinderdeksel og eksosventilhus. [00] Disse og andre målsetninger så vel som fordeler som vil være synlige fra den følgende beskrivelse av foreliggende oppfinnelse er oppnådd ved hjelp av en

4 3 måleinnretning og en fremgangsmåte for måling av en diameter i en sylinder ifølge uavhengige krav 1 og 9. 1 [0011] En måleinnretning er tilveiebragt for måling av en diameter i en sylinder i en motor. Måleanordningen er kjennetegnet ved at målanordningen omfatter et målestativ, der målestativet ytterligere omfatter minst to stativstøtter, hvori hver stativstøtte har en indre ende, nevnte indre ender er forbundet med hverandre. Måleanordningen omfatter videre en roterbar måleholder tilpasset å rotere i et plan vinkelrett på en sentral akse av sylinderen, den roterende måleholder omfatter videre minst en måleenhet, hvori måleenheten er tilpasset å gi en måling i nevnte plan og i det vesentlige radialt i forhold til sylinderen, hvori nevnte målestativ og nevnte roterbare måleholder er festet til hverandre og nevnte roterbare måleholder er roterbar relativt til nevnte målestativ, og hvor måleanordningen er innrettet for å gå inn i sylinderen gjennom et hull i en sylindervegg ved å formes til en lang smal måleanordning. Dette er fordelaktig ved at nevnte anordning er fleksibel og kan tilpasses til å passe forskjellige profiler når den blir plassert og fiksert inne i sylinderen. [0012] Måleanordningen er tilpasset til å gå inn i sylinderen gjennom et hull i sylinderen ved å være formet til en lang smal måleanordning, som er fordelaktig ved at motordeler, slik som topplokket og eksosventillegemet ikke behøver å demonteres for å plassere måleanordningen i sylinderen. [0013] Rotasjonsmotoren kan monteres inne i målestativet, som er fordelaktig ved mer tilstrekkelig håndtering. 2 [0014] Rotasjonsmotoren kan monteres i den roterbare måleholder, som er fordelaktig ved mer tilstrekkelig håndtering. 3 [001] Målestativet og den roterbare måleholder kan tas fra hverandre. Dette er fordelaktig ved at forskjellige roterbare måleholdere kan anvendes for å bære forskjellige typer måleenheter, dvs. måleholderen kan erstattes mens fortsatt samme målestativ brukes. Imidlertid er det omvendte også mulig. [0016] Måleanordningen kan arrangeres for anvendelse i motorer med en sylinderdiameter på minst 0 mm, som er fordelaktig ved at diameterene innenfor store sylindere kan måles. [0017] Måleanordningen kan arrangeres for anvendelse i en dieselmotor, som er fordelaktig ved at diameterene i store sylindere i dieselmotorer kan måles.

5 4 [0018] Hver av stativstøttene har en ytre ende, hvori et kulelager kan monteres på den andre ende av minst en stativstøtte. 1 [0019] Hver av stativstøttene har en ytre ende, hvori et glidelager kan monteres på den ytre ende av minst en stativstøtte. Dette er fordelaktig ved at måleenheten vil være glidbart montert inne i sylinderen. Dette trekk hjelper også å sentrere måleanordningen i relasjon til sylinderen. [00] Minst en av stativstøttene kan omfatte en stativmotor og en indre stativstøtte, bevegelig montert innenfor nevnte minst ene stativstøtte og tilpasses for å beveges i nevnte plan og i det vesentlige radialt i forhold til sylinderen ved hjelp av nevnte stativmotor. Dette er fordelaktig ved at måleenheten er bevegelig i nevnte plan og kan fikseres til sylinderveggene ved hjelp av nevnte stativmotor. [0021] Minst to av stativstøttene kan forbindes til betjeningsanordning konfigurert for å bevege de ytre ender av nevnte minst to stativstøtter bort fra hverandre i nevnte plan, som er fordelaktig ved at måleanordningen kan tilpasses til å utgjøre forskjellige former. [0022] Betjeningsanordningen kan være en gjengestand, som er fordelaktig ved at stativstøttene kan drives manuelt. [0023] Betjeningsanordningen kan være en motor, som er fordelaktig ved at stativstøttene kan beveges av nevnte motor fra en avstand. 2 [0024] Minst to av stativstøttene kan være låsbare i forskjellige vinkelstillinger i nevnte plan, som er fordelaktig ved at måleanordningen kan låses og fikseres når den utgjør forskjellige former. 3 [002] Målestativet kan videre omfatte en sensor konfigurert til å indikere en høyde langs en rett vinkel til nevnte plan. Dette er fordelaktig ved at posisjonen til måleanordningen med hensyn til normalen til nevnte plan vil være kjent. Dette gjør det mulig å kompensere målingene med hensyn til ujevnheter i stempelet. [0026] Den roterbare måleholder kan videre omfatte en temperatursensor, som er fordelaktig ved at temperaturen vil være kjent. Dette gjør det mulig å kompensere målingene for varierende temperaturer.

6 [0027] Den roterbare måleholder kan videre omfatte midler for kalibrering av måleenheten, som er fordelaktig ved at kalibrering av måleenheten kan utføres til alle tider for å sikre nøyaktighet ved målingen. 1 [0028] Den roterbare måleholder kan videre omfatte en sensor konfigurert til å indikere høyde langs en normal til nevnte plan. Dette er fordelaktig ved at posisjonen til måleanordningen med hensyn til normalen til nevnte plan vil bli kjent. Dette gjør det mulig å gjøre målinger i forskjellige høyder i sylinderen. [0029] Den roterende måleholder kan videre omfatte et kamera som er fordelaktig ved at en visualisering kan presenteres for operatøren. Således vil synlig inspeksjon av sylinderen være mulig. [00] Kameraet kan omfatte en lyskilde, som er fordelaktig ved at denne gir kameraet bedre lys og derved forbedrer visualiseringen. [0031] Den roterbare måleholder kan videre omfatte en akkumulatorpakke og elektronikk. [0032] Målestativet kan videre omfatte en akkumulatorpakke og elektronikk. Dette er fordelaktig ved at måleanordningen er utstyrt med elektrisitet. [0033] Måleanordningen kan være en laseranordning, som er fordelaktig ved at raske og nøyaktige målinger kan utføres. 2 [0034] Måleenheten kan være en sonde, som er fordelaktig ved at raske og nøyaktige målinger kan utføres. 3 [003] Måleanordningen kan videre omfatte en slede, hvori sleden og sonden er festet til hverandre og bevegelig montert i nevnte roterbare måleholder og tilpasset til å beveges i nevnte plan og i det vesentlige radialt med hensyn til sylinderen. Dette er fordelaktig ved at raske og nøyaktige målinger kan utføres. [0036] Den roterbare måleholder kan videre omfatte en målemotor tilpasset for å bevege sleden og måleeneheten i nevnte plan og i det vesentlige radialt med hensyn til sylinderen. Dette er fordelaktig ved at måleenheten er bevegelig i nevnte plan ved hjelp av nevnte målemotor.

7 6 [0037] Sonden kan videre omfatte en ettergivende tupp, som er fordelaktig ved at dette gjør sonden mer fleksibel og mindre sensitiv for støt. 1 2 [0038] En fremgangsmåte er tilveiebragt for måling av en diameter i en sylinder i en motor. Metoden er kjennetegnet ved at metoden omfatter anvendelse av nevnte måleanordning gjennom et hull i en sylindervegg til et stempel lokalisert i sylinderen der diameteren skal måles, fiksering av måleanordningen i relasjon til sylinderen, posisjonering av en roterbar måleholder festet til måleanordningen i en innledningsvis posisjon, definering av en nullposisjon for den roterbare måleholder, start av måling, registrering av minst en målt verdi, sending av nevnte minst ene målte verdi til en kontrollenhet, rotering av den roterbare måleholder i nevnte plan til en ny posisjon i en vinkelposisjon fra nullposisjonen, repetering av registreringstrinnene, sending og rotering flere ganger, beregning, basert på den minst ene målte verdi, minst en diameterverdi til en sylinder i kontrollenheten og presentering av minst en diameterverdi av sylinderen på en skjerm. Dette er fordelaktig ved at nevnte metode kan anvendes for å hente målinger fra store sylindere med forskjellige profiler. Denne måte er også anvendbar for måling av andre typer arrangementer. [0039] Fremgangsmåten kan videre omfatte bevegelse av minst en måleenhet festet til måleholderen i et plan som er vinkelrett på en sentral akse i sylinderen og i det vesentlige radial med hensyn til sylinderen, fra en innledningsvis posisjon mot en vegg i sylinderen, inntil en tupp på måleenheten er i kontakt med sylinderveggen, og bevegelse av måleenheten tilbake til den innledningsvise posisjon, og hvori repetisjon også omfatter bevegelse av måleenheten fra og tilbake til en innledningsvis posisjon. Dette er fordelaktig ved at raske og nøyaktige målinger kan utføres. [0040] Sending av den først målte verdi til kontrollenheten kan utføres via trådløs overføring, som er fordelaktig ved at ingen kabler er nødvendig. 3 [0041] Sending av den første målte verdi til kontrollenheten kan utføres gjennom en kabel. [0042] Anbringelse av måleanordningen på et stempel anbragt inne i sylinderen hvis diameter skal måles kan utføres gjennom et hull i sylinderveggen. Dette er fordelaktig ved at motordeler, slik som topplokket og eksosventillegemet ikke behøver å tas fra hverandre for å plassere måleanordningen i sylinderen.

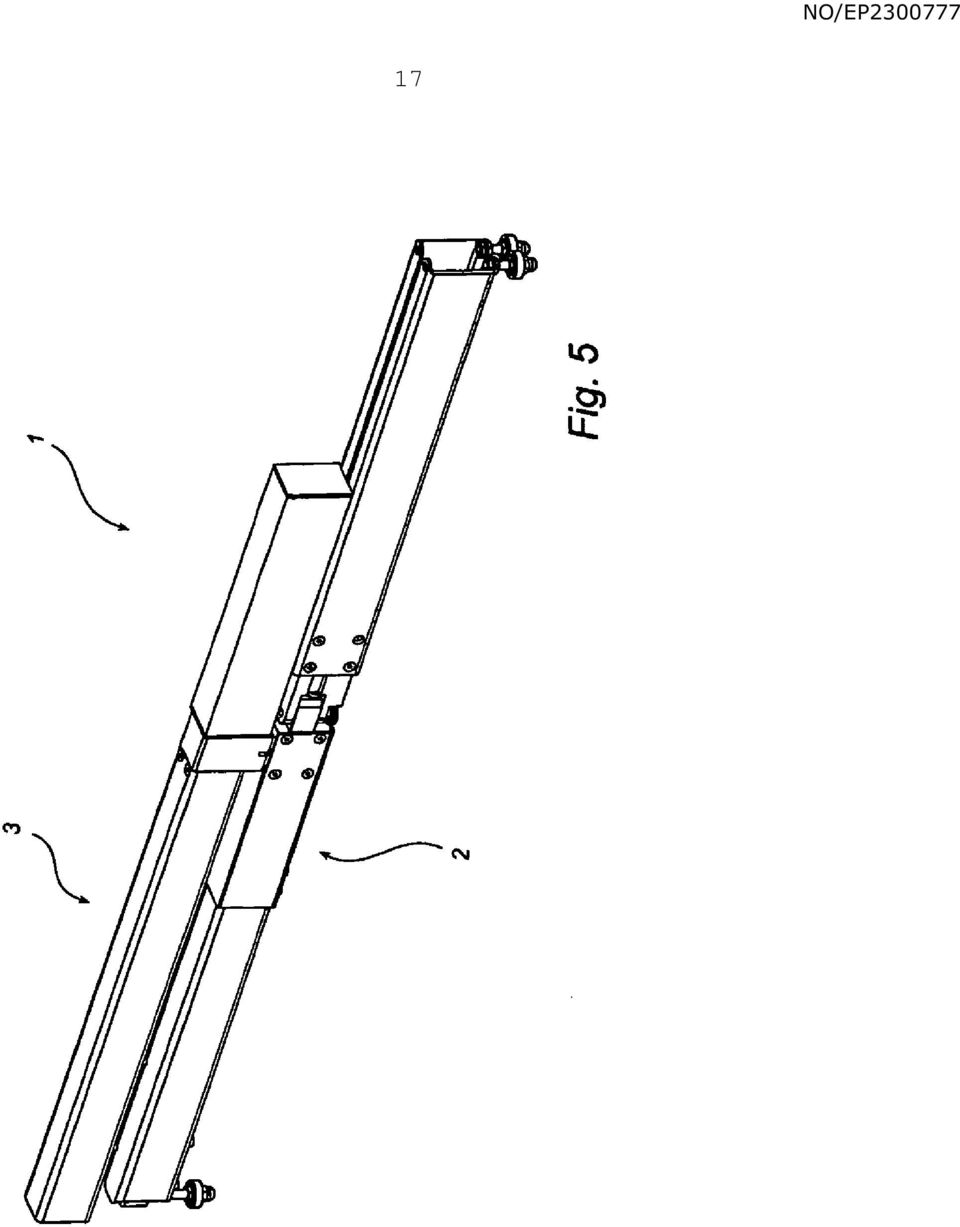
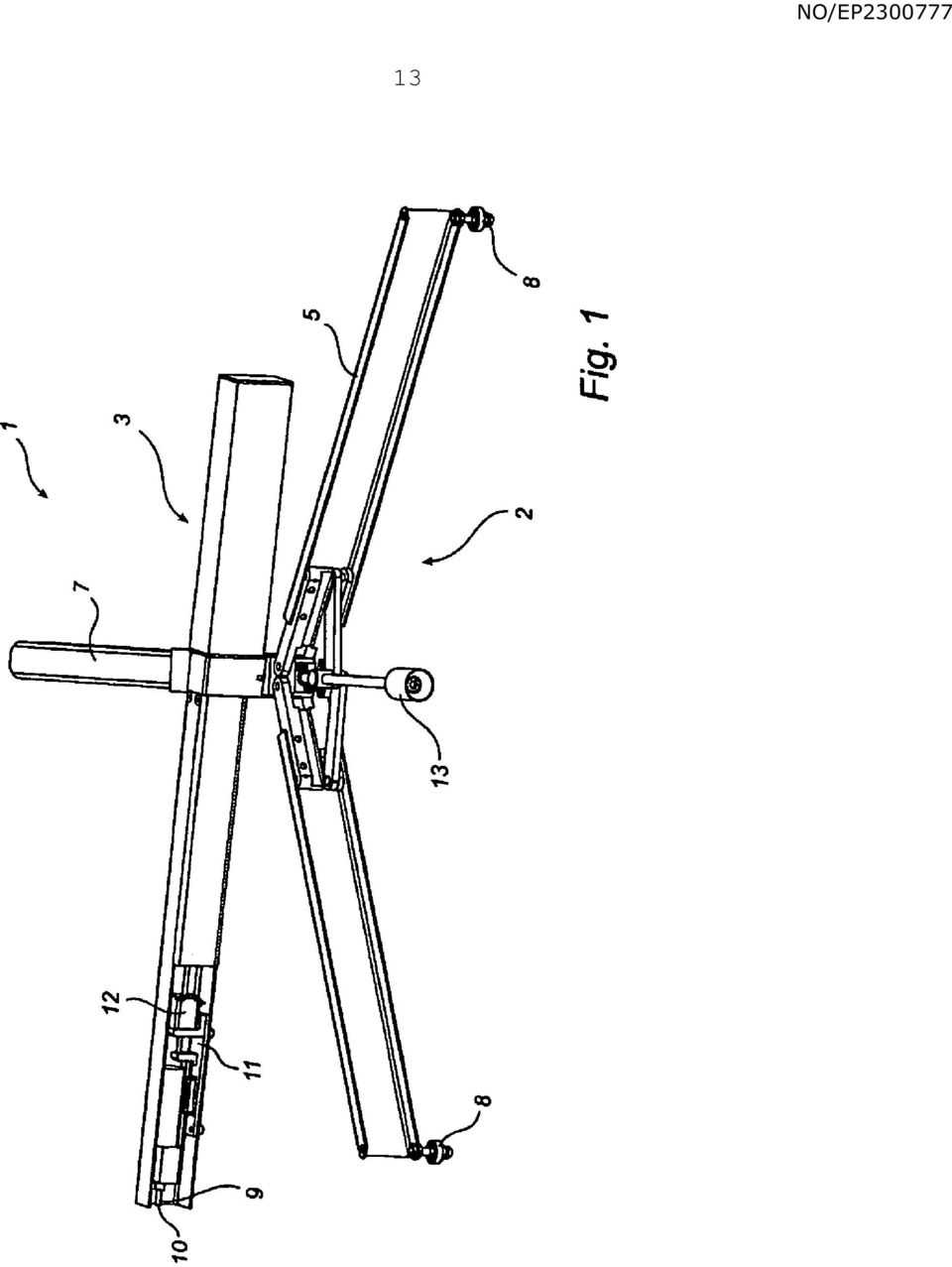
8 7 Kort beskrivelse av figurene 1 [0043] Ovennevnte så vel som ytterligere målsetninger, trekk og fordeler ved foreliggende oppfinnelse vil bedre forstås gjennom de følgende illustrerende og ikkebegrensende detaljerte beskrivelse av utførelsesformer av foreliggende oppfinnelse med hensyn til de vedlagte tegninger. Figur 1, så vel som Figur 2 er et perspektivbilde av en måleanordning for måling av en diameter i en sylinder i en motor, Figur 3 er et perspektivbilde av måleanordningen arrangert i en sylinder for måling av dets diameter, Figur 4 er et perspektivbilde av et system for måling av en diameter til en sylinder i en motor ifølge foreliggende oppfinnelse, Figur er et perspektivbilde av måleanordningen i en form tilpasset å passe gjennom et hull i en sylindervegg for å gå inn i sylinderen. Detaljert beskrivelse av foretrukne utførelsesformer ifølge oppfinnelsen 2 3 [0044] En måleanordning 1 for måling av en diameter i en sylinder i en motor er illustrert i figur 1, så vel som figur 2. Måleanordningen 1 har et målestativ 2, en roterbar måleholder 3 og en rotasjonsmotor 4. Målestativet 2 og den roterende måleholder 3 er løsbart festet til hverandre. Målestativet 2 har 3 stativstøtter, 6, 7, hvori de indre ender av stativstøttene,6,7 er forbundet til hverandre. Et glidelager 8 er arrangert i hver ytre ende av stativstøttene, 6, 7. Den roterbare måleholder 3 er roterbar i et plan som er vinkelrett på en sentral akse i sylinderen som skal måles ved hjelp av måleanordningen 1. Den roterbare måleholder 3 har en sonde 9 med en ettergivende tupp, en slede 11 og en målemotor 12 arrangert inne i den roterbare måleholder 3. Sleden 11 og sonden 9 er forbundet til hverandre og kan beveges i nevnte plan og i det vesentlige radialt med hensyn til sylinderen ved hjelp av målemotoren 12. Rotasjonsmotoren 4 som er plassert inne i den roterbare måleholder 3 kan rotere den roterbare måleholder 3 relativt til målestativet 2 i sideplanet. Videre omfatter måleanordningen 1 betjeningsanordning 13, som består av en gjengestang, forbundet til to stativstøtter, 6 og som er i stand til å bevege de ytre ender av nevnte to stativstøtter,6 bort fra hverandre i nevnte plan. En stativstøtte 7 omfatter en stativmotor 14 og en indre stativstøtte 1 som er bevegelig montert i stativstøtte 7. Den indre stativstøtte 1 kan beveges i nevnte plan og i det vesentlige radialt med hensyn til sylinderen ved hjelp av stativmotoren 14.

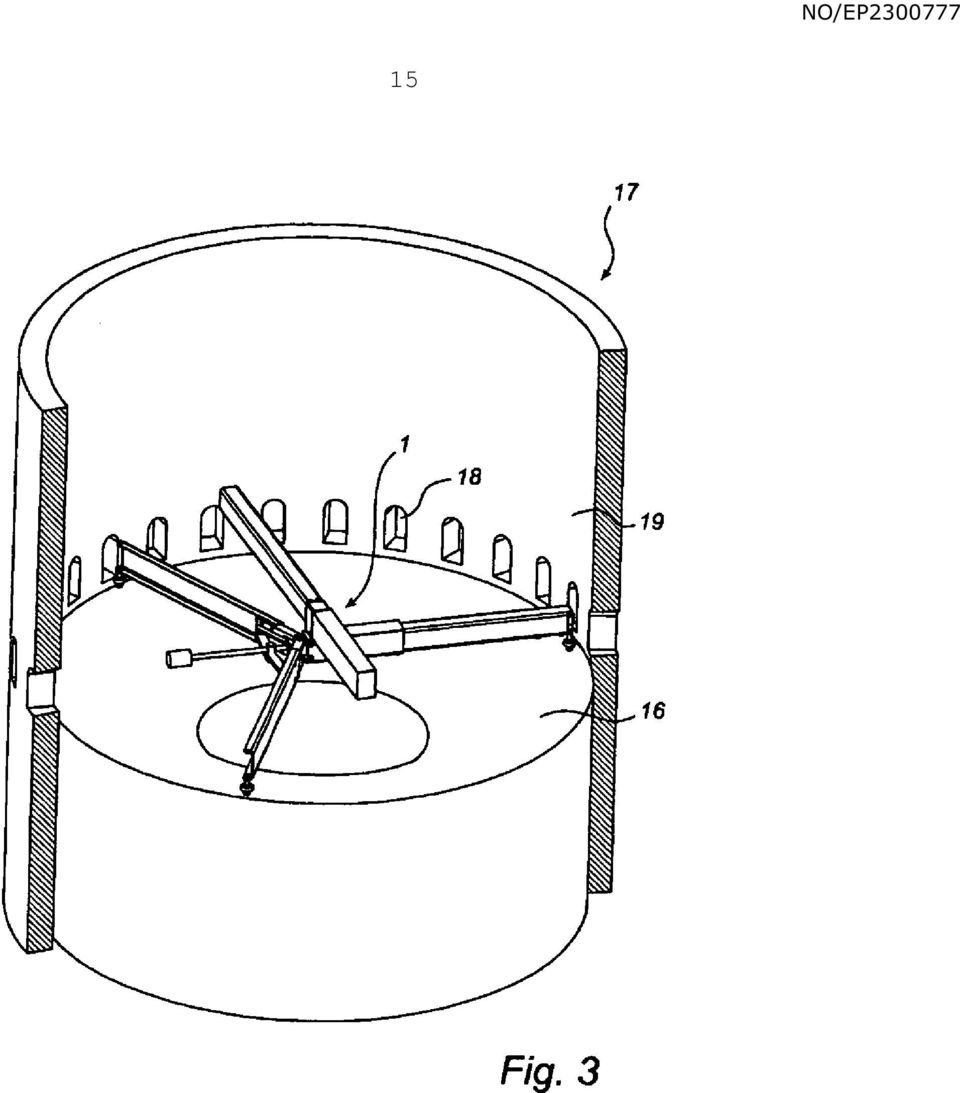
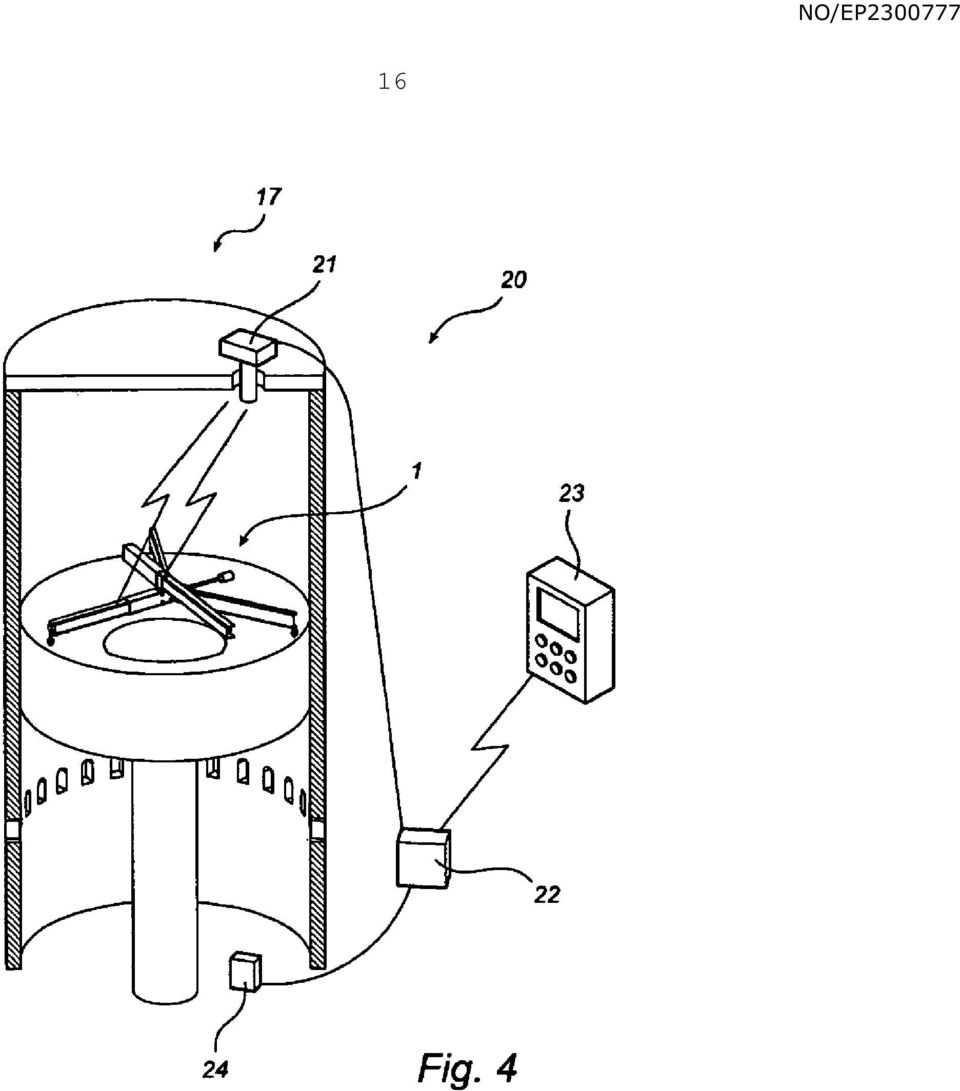
9 8 [004] Figur 3 illustrerer en måleanordning 1 arrangert på et stempel 16 i sylinderen 17 som skal måles. Måleanordningen 1 er arrangert i sylinderen 17 gjennom et hull 18 i sylinderveggen [0046] I Figur 4 er et system for måling av en diameter i en sylinder 17 i en motor vist. Systemet omfatter en måleanordning 1, en sender/mottaker 21, en kontrollenhet 22, en håndenhet 23 og en posisjonssensor 24. Måleanordningen 1 er trådløst forbundet til senderen/mottakeren 21 som er forbundet til kontrollenheten 22. Håndenheten 23 og posisjonssensoren er også koblet trådløst eller med kabel til kontrollenheten 22. [0047] Når en diameter i en sylinder 17 skal måles, plasseres måleanordningen 1 inne i sylinderen 17 på stempelet 16 i sylinderen 17. Dette utføres ved å føre måleanordningen gjennom et hull 18 i sylinderveggen 19 og stempelet 16 posisjoneres i bunnen av sylinderen 17. Således, i dette trinn tilpasses måleenheten 1 å passe gjennom et lite hull 18 i sylinderveggen 19, dvs. at stativstøttene, 6 bringes sammen ved hjelp av betjeningsanordningen 13 og deres ytre ender er i en 180 graders vinkel relativt til en tredje stativstøtte 7. Videre justeres den langsgående retning av den roterende måleholder 3 for å tilsvare den langsgående retning av målestativet 2 for å danne en lang smal måleanordning 1 ifølge Figur. Imidlertid kan måleanordningen 1 plasseres på stempelet 16 i sylinderen 17 på andre måter, f.eks. ved å fjerne motordeler og plassere måleanordningen 1 på stempelet 16 ovenfra. Målestativet 2 og den roterbare måleholder 3 kan også plasseres i sylinderen 17 separat og festes når den er inne i sylinderen. 2 3 [0048] Når måleanordningen er anbragt på stempelet 16 i sylinderen fikseres måleanordningen 1 i relasjon til sylinderen 17. De ytre ender av stativstøttene, 6 beveges fra hverandre inntil en tilfredsstillende vinkelavstand oppstår mellom de tre stativstøtter, 6, 7, f.eks. en vinkelavstand på 1 grader mellom stativstøttene, 6, 7. Stativstøttene, 6, 7 kan deretter lukkes i posisjonen. Imidlertid er stativstøtten også låsbar i andre forskjellige vinkelposisjoner. Måleanordningen 1 fikseres deretter mot sylinderveggen 19 ved hjelp av stativmotor 14 i stativstøtte 7. Stativstøtte 7 beveger den indre stativstøtte 1 i nevnte plan og i det vesentlige radialt med hensyn til sylinderen 17 i retning av og mot sylinderveggen 19, for derved å bevege hele måleanordningen 1 inntil hvert glidelager 8 på hver ytre ende av stativstøttene, 6, 7 er i kontakt med sylinderveggen 19, for derved å fiksere måleanordningen 1 i relasjon til sylinderen 17. [0049] Den roterbare måleholder 3 er nå satt i en innledningsposisjon og en nullposisjon til nevnte roterbare måleholder 3 er definert. På dette tidspunkt kan

10 målinger starte. Den roterbare måleholder 3 roteres nå i forskjellige posisjoner og gjør målinger i hver posisjon. Målingene gjøres ved å bevege sleden 11 i den roterende måleholder 3 i nevnte plan og i det vesentlige radialt med hensyn til sylinderen 17, i retning av sylinderveggen 19, ved hjelp av målemotor 12, inntil den elastiske tupp til sonden 9 er i kontakt med sylinderveggen 19 og gjør en måling. Når målingen har blitt registrert beveges sleden 11 tilbake til dets innledningsvise posisjon og den registrerte måling sendes til en kontrollenhet 22. Proben 9 kan også være i permanent kontakt med sylinderveggen 19 under målingene. I dette tilfellet roterer den roterbare måleholder 3 fra nullposisjon kontinuerlig inntil den har rotert en forutbestemt mengde grader, f.eks. 360 grader tilbake til nullposisjonen, og gjør målinger på veien. Den registrerte måling kan sendes til kontrollenheten 22 via trådløs sending eller via kabel. Den roterbare måleholder 3 er nå rotert til en ny posisjon i en vinkelposisjon fra nullposisjonen, der en ny måling registreres og sendes til kontrollenheten 23. Denne måleprosess kan repeteres inntil et tilstrekkelig antall målinger har blitt registrert og sendt til kontrollenheten. Til slutt kan et antall sylinderdiametere, basert på antall registrerte målinger beregnes i kontrollenheten 22 og presenteres på en skjerm på håndenheten 23. Selvfølgelig kan skjermen være posisjonert andre steder, ikke nødvendigvis i en håndenhet. [000] Måleenheten kan også utgjøres av en laserenhet og ettersom den roterbare måleholder 3 kan være løsbart arrangert på målestativet kan måleenheten skiftes når dette er ønskelig. Når en laserenhet anvendes, anvendes imidlertid i det vesentlige samme målemetoder som beskrevet ovenfor. Sonden 9, sleden 11 og målemotoren 12 er selvfølgelig overflødige når laserenheten anvendes. I stedet for å bevege sleden 9 i retning av sylinderveggen 19 inntil den elastiske tupp til sonden 9 er i kontakt med sylinderveggen 19 gjør laserenheten måling ved å sende en laserstråle mot veggen. [001] Måleanordningen 1 kan selvfølgelig arrangeres og modifiseres på mange forskjellige måter. Rotasjonsmotoren 4 kan plasseres på eller inne i målestativet 2 eller den roterbare måleholder 3. Målestativet 2 kan omfatte ethvert antall stativstøtter, f.eks. to eller fire. De glidbare lagrene 8 kan erstattes med ethvert lager av kjent type, f.eks. kulelager. Betjeningsanordningen 13 kan også være av enhver kjent type, f.eks. en gjengestang eller en type motor. En sensor kan plasseres på eller inne i målestativet 2 eller den regulerbare måleholder 3. Sensoren kan også plasseres et sted inne i sylinderen 17 uavhengig av måleanordningen 1 eller på utsiden av sylinderen 17. Sensoren er konfigurert for å indikere en høyde langs en normal på nevnte plan for å bestemme hvor i sylinderen 17 målingene er utført. Videre kan et varselsignal utløses dersom den angitte høyde overskrider en forutbestemt verdi. Måleanordningen 1 kan ha en temperatursensor arrangert på eller inne i målestativet 2 eller den roterbare

11 1 måleholder 3, nevnte temperatursensor kan anvendes for å kompensere de registrerte målinger for varierende temperaturer. Målestativet 2 kan i henhold til det ovenstående fiksere måleanordningen 1 i sylindrene 17 med forskjellige diametere ved hjelp av stativmotoren 7. En annen mulighet er å tilpasse målestativet 2 manuelt eller ved hjelp av andre kjente kontrollmidler for å tilpasse forskjellige sylinderdiametere. Også kan forskjellige størrelser på målestativet 2 fremstilles for å passe forskjellige sylinderdiametere. Den roterbare måleholder 3 kan også tilpasses til forskjellige sylinderdiametere. Målestativet 2 eller måleholderen 3 kan omfatte en akkumulatorpakke og elektronikk. I en utførelsesform tjener akkumulatorpakken og elektronikken som motvekt til måleholderen 3. Selv om måleanordningen 1 er primært ment for store sylindere med en indre diameter på minst 0 mm er den også anvendbar i sylindere med en indre diameter under 0 mm. [002] Fagpersoner på området vil innse at flere modifikasjoner av utførelsesformene beskrevet heri er mulige uten å avvike fra rammen av oppfinnelsen som er angitt i de vedlagte krav.

12 11 P a t e n t k r a v 1 1. Måleanordning (1) for måling av en diameter til en sylinder (17) i en motor, karakterisert ved at måleanordningen (1) omfatter: et målestativ (2) der målestativet (2) videre omfatter minst to stativstøtter (, 6, 7), hvori hver stativstøtte (,6,7) har en indre ende der nevnte indre ender er i kontakt med hverandre, og en roterbar måleholder (3) tilpasset for å rotere i et plan som er vinkelrett på en sentral akse i sylinderen (17), den roterbare måleholder (3) omfatter videre minst en måleenhet (9), hvori nevnte måleenhet (9) er tilpasset å tilveiebringe en måling i nevnte plan og i det vesentlige radialt med hensyn til sylinderen (17), hvori nevnte målestativ (2) og nevnte roterbare måleholder (3) er festet til hverandre, og nevnte roterbare måleholder (3) er roterbart relativt til nevnte målestativ (2), og hvori nevnte måleanordning (1) er tilpasset å gå inn i sylinderen (17) gjennom et hull (18) i sylinderveggen (19) ved å være formet til en lang smal måleanordning (1). 2. Måleanordning (1) ifølge krav 1, hvori målestativet (2) og den roterbare måleholder (3) er løsbare fra hverandre Måleanordning (1) ifølge ethvert av de foregående krav, hvori måleanordningen (1) er arrangert for anvendelse i motorer med en sylinderdiameter på minst 0 mm. 4. Måleanordning (1) ifølge ethvert av de foregående krav, hvori måleanordningen (1) er arrangert for anvendelse i en dieselmotor.. Måleanordning (1) ifølge ethvert av de foregående krav, hvori hver av stativstøttene (,6, 7) har en ytre ende, hvori et kulelager er montert på den ytre ende av minst en stativstøtte (,6,7). 6. Måleanordning (1) ifølge ethvert av de foregående krav, hvori hver av stativstøttene (,6,7) har en ytre ende, hvori et glidelager (8) er montert på den ytre ende av minst en stativstøtte (,6,7). 7. Måleanordning (1) ifølge ethvert av de foregående krav, hvori måleenheten er en laseranordning. 8. Anvendelse av en måleanordning (1) ifølge ethvert av kravene 1-7 for måling av en diameter i en sylinder (17) i en motor.
, den roterbare måleholder (3) omfatter videre minst en måleenhet (9), hvori nevnte måleenhet (9) er tilpasset å tilveiebringe en måling i nevnte plan")
13 Fremgangsmåte for måling av en diameter i en sylinder (17) i en motor, karakterisert ved at fremgangsmåten omfatter anvendelse av måleanordningen (1) ifølge krav 1 gjennom et hull (18) i en sylindervegg (19) på et stempel (16) lokalisert i sylinderen (17) der diameteren til denne skal måles, fiksering av måleanordningen (1) med hensyn til sylinderen (17), posisjonering av en roterbar måleholder (3) festet til måleanordningen (1) i en innledningsvis posisjon, definering av en nullposisjon til den roterbare måleholder (3), start av måling, registrering av minst en målt verdi, sending av minst en målt verdi i en kontrollenhet (22), rotering av den roterbare måleholder (3) i nevnte plan til en ny posisjon i en vinkelposisjon fra nullposisjonen, repetering av nevnte registrering, sending og rotering flere ganger, beregning, basert på minst en målt verdi, minst en diameterverdi til en sylinder i kontrollenheten (22), og presentering av den minst ene diameterverdi til sylinderen (17) på en skjerm.. Fremgangsmåte ifølge krav 9, hvori nevnte fremgangsmåte videre omfatter bevegelse av minst en sonde (9) festet til den roterbare måleholder (3) i et plan som er vinkelrett på en sentral akse i sylinderen (17) og i det vesentlige radialt med hensyn til sylinderen (17), fra en innledningsvis posisjon i retning av en sylindervegg (19), inntil en tupp () på sonden (9) er i kontakt med sylinderveggen (19), og bevegelse av sonden (9) tilbake til den innledningsvise posisjon, og hvori repetisjon også omfatter bevegelse av sonden (9) fra og tilbake til en innledningsvis posisjon.
 festet til måleanordningen (1) i en innledningsvis posisjon, definering av en nullposisjon til den roterbare måleholder (3), start av måling, registrering av minst en målt verdi,")
14 13
15 14

16 1
17 16
18 17